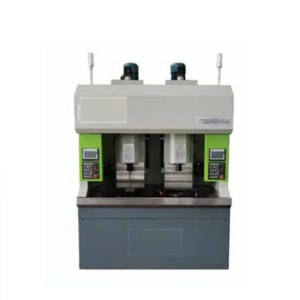
เครื่องเจาะแนวนอนท่อ CNC


เครื่อง Honing แนวนอนท่อ CNC ได้รับการออกแบบมาสำหรับท่อยาว ช่วยลูกค้าที่แตกต่างกันที่ต้องการได้การตกแต่งรูที่ดีเครื่องลับคมสามารถแปรรูปความกลม ตรง เรียว ความหยาบในการตกแต่งและอื่น ๆ
1. เครื่องขัดโครงสร้างใช้เหล็กเชื่อมและเหล็กรักษาความร้อนเพื่อให้ได้โครงสร้างที่แข็งแกร่งเพื่อรองรับการแปรรูปที่แข็งแกร่งหลังจากประกอบแล้วเราจะใช้การเคลือบกันสนิมด้วยสีดำคุณภาพสูงทำให้ปลอกด้านบนของเครื่องมือกลพ่นหลังจากล้างไขมัน ปรับพื้นผิว และฟอสเฟตสีเป็นสีขาวมุก (หรือทาตามความต้องการของลูกค้า) ตัวเครื่องมีรูปลักษณ์สวยงาม เส้นสายเรียบ และให้ความรู้สึกทันสมัย
2. กล่องแกนหมุนขับเคลื่อนด้วยมอเตอร์แปลงความถี่เวกเตอร์พร้อมตัวลดเกียร์พื้นผิวฟันแข็งขนาดใหญ่ซึ่งสามารถให้พลังงานคงที่
แรงบิดสูงที่ความเร็วสูง แรงตัดเพิ่มขึ้น และง่ายต่อการตั้งค่าความเร็วสปินเดิลที่ถูกต้องสำหรับชิ้นส่วนที่มีเส้นผ่านศูนย์กลางรูต่างกัน
กำลังแกน 5.5Kw ความเร็ว 5-250r/min(กำลังขึ้นอยู่กับความสามารถในการตัด)
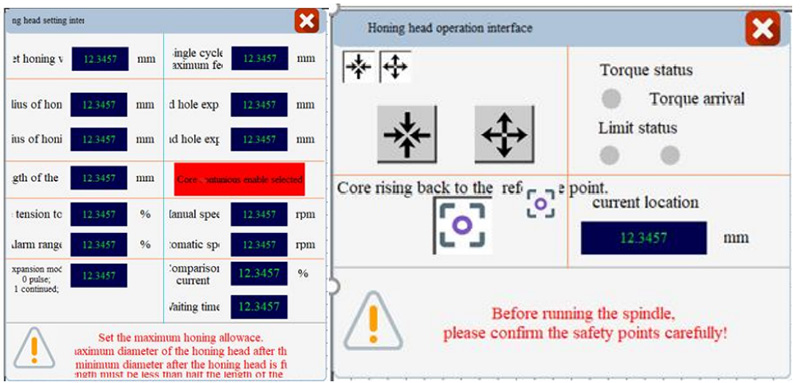
3. ระบบขยายการป้อนหัว Honing:
การป้อนเซอร์โวมอเตอร์: ชุดป้อนทั้งหมดได้รับการติดตั้งบนส่วนหัว และเซอร์โวมอเตอร์จะถูกขยายออกผ่านอุปกรณ์ขยายส่วนหัวแบบพิเศษ
การขยายตัวอัตโนมัติ (หรือที่เรียกว่าการป้อน) ของหัวขัดเกิดขึ้นอุปกรณ์นี้เชื่อมต่อแบบขนานกับเพลาหลักทั้งระบบมีหัวขัดเดียว ซึ่งมีช่วงการขัดขนาดใหญ่ น้ำหนักเบา และความสามารถในการล็อคตัวเอง ซึ่งช่วยปรับปรุงความแม่นยำสูงกำลังขยายเซอร์โวมอเตอร์ 400w;
ข้อดี: เครื่องทั้งหมดใช้พลังงานไฟฟ้าสามารถปรับหน่วยป้อนได้อย่างง่ายดายตั้งแต่ 0.001-0.05 มม.
มีโหมดการป้อนสามโหมด รูปภาพด้านล่างแสดงอินเทอร์เฟซการขยายหัวควบคุมหน้าจอสัมผัส
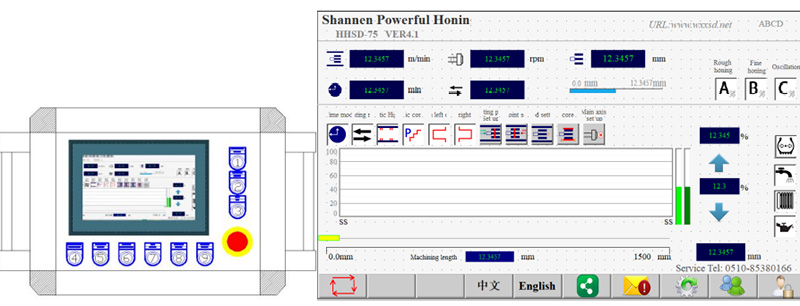
4. การส่งผ่านแบบลูกสูบ: เซอร์โวมอเตอร์ ตัวลดดาวเคราะห์ และโซ่ส่งกำลังถูกรวมเข้าด้วยกันเพื่อสร้างโครงสร้างเครื่องจักรแบบลูกสูบที่รวดเร็วและมีความแม่นยำสูง
กำลังเซอร์โวมอเตอร์ 3.5KW.ความเร็วลูกสูบคือ 1-30m / นาทีความยาวลูกสูบที่มีประสิทธิภาพคือ 1.7 ม.วงกลมควบคุมการตั้งค่าความยาวแบบลูกสูบ
ใบหน้ามีดังนี้:
5. ระบบทำความเย็นมีอัตราการไหล 100 ลิตร/นาที และโหมดเอาต์พุตน้ำมันขัดเงา:
น้ำมันขัดเงาไหลสูงถูกฉีดเข้าที่ปลายท่อเหล็กเพื่อให้ทำความสะอาดได้อย่างมีประสิทธิภาพและเพิ่มประสิทธิภาพการเจียรสูงสุดน้ำมันขัดเงา
ความจุถัง 200 ลิตร หรือแบบปรับแต่งเอง
การฉีดน้ำมันถูกควบคุมโดยหน้าจอสัมผัสเพื่อให้การฉีดสามารถหยุดการพ่นได้ เมื่อหัวขัดถึงปลายทั้งสองด้านของท่อเหล็ก
สำหรับการประมวลผลวัสดุที่แตกต่างกัน เราจะจัดหาระบบกรองที่แตกต่างกัน ตัวอย่างเช่น สำหรับโลหะแม่เหล็ก เราจะใช้ระบบคั่นแม่เหล็ก สำหรับวัสดุที่ไม่ใช่แม่เหล็ก เราสามารถเลือกระบบกรองกระดาษหรือกรองกระดาษแรงดัน
6. Honing rod: เรามีหัวขัดหลายแบบเพื่อให้ครอบคลุม 35-350 มม. หรือปรับแต่งเองยกตัวอย่างรุ่น
①MGC1532 เส้นผ่านศูนย์กลางรูประมวลผล 38-58 มม
②MGC1550 เส้นผ่านศูนย์กลางรูประมวลผล 60-150 มม
พื้นผิวของแกนลับคมนั้นต้องผ่านการชุบแข็งด้วยความถี่สูง จากนั้นจึงลับคมทรงกระบอก และผิวสำเร็จถึง Ra0.2um
รูด้านในของชิ้นงานจะไม่ทำลายความเรียบของชิ้นงานปลายทั้งสองด้านของแกนลับคมเชื่อมต่อกันทั่วถึงเพื่อชดเชยแกนหมุนและศูนย์กลางของรูด้านในของชิ้นงานโดยอัตโนมัติ
7. แคลมป์ชนิด v ของท่อเหล็กเหมือนกับเครื่องเจาะรูลึก American Sunnen เส้นผ่านศูนย์กลางภายนอกของแคลมป์คือ 40-250 มม. หรือปรับแต่งเอง

8. หัวเจาะหลุมลึก: จัดเตรียมหัวเจียรที่จำเป็นตามความต้องการของบริษัทของคุณ (ตัวอย่างด้านล่างคือรูปทรง)

9. ระบบควบคุม: การใช้หน้าจอสัมผัส + การควบคุม PLC วิศวกรมืออาชีพของเราออกแบบซอฟต์แวร์อัจฉริยะหนึ่งตัวสำหรับการประมวลผลเสริมเมื่อใช้งานเครื่องจักร เครื่องมือขัดเงา ความเร็วที่ต้องการ การกลับกัน การป้อน การทำความเย็น และอื่นๆ ตั้งค่าได้ง่าย และติดตามการประมวลผลทางออนไลน์ เพื่อให้ผู้ปฏิบัติงานควบคุมและตกแต่งขั้นสุดท้ายได้ดีด้วยเครื่องขัดเงาของเรา
การทำงานถูกตั้งค่าไว้ในหน้าจอที่ยากลำบากเพื่อให้การทำงานง่ายขึ้นระบบติดตามออนไลน์ของเรามีฟังก์ชั่นที่ดีมากเพื่อให้ง่ายต่อการใช้งานระบบนี้จะติดตามสถานะการทำงานของเครื่องมือกลและความแม่นยำของชิ้นส่วน เพื่อปรับเปลี่ยนให้ทันเวลาเพื่อหลีกเลี่ยงการเกิดของเสียและความเสียหายของอุปกรณ์ในเวลาเดียวกัน เพื่อให้มั่นใจว่าเส้นผ่านศูนย์กลางของรูด้านในของท่อเหล็กมีความสม่ำเสมอ
หน้าจอสัมผัสใช้โครงสร้างแนวตั้งและสามารถหมุนได้ 180 องศาหน้าจอสัมผัสจะแจ้งเตือนโดยอัตโนมัติเมื่อเครื่องมือกลพบข้อผิดพลาด
มีข้อผิดพลาดดังต่อไปนี้ (มีวิธีการเสนอราคาที่แตกต่างกันตามการกำหนดค่าเครื่อง):
1. สัญญาณเตือนไม่ได้เลือกโหมดการตัดเฉือน 2. ไม่ได้ตั้งค่าจุดอ้างอิงเริ่มต้นการป้อน
3. ไม่ได้ตั้งค่าเวลาในการประมวลผลในโหมดจับเวลา4. ต้นกำเนิดของเครื่องหรือช่วงการประมวลผลไม่ได้ตั้งค่าไว้อย่างสมบูรณ์
5. การตั้งค่าพารามิเตอร์รูตาบอดไม่สมบูรณ์ 6. การตั้งค่าพารามิเตอร์ของแกนป้อนไม่สมบูรณ์
7. พารามิเตอร์ของแกนหมุนไม่ได้ตั้งค่าไว้อย่างสมบูรณ์ 8 สัญญาณเตือนความล้มเหลวของฮาร์ดแวร์
10. ความปลอดภัย
แผงควบคุมมีปุ่ม e-stop ซึ่งสามารถกดเพื่อหยุดเครื่องจักรในกรณีฉุกเฉินได้รางนำทั้งสองด้านมีอุปกรณ์ป้องกันตำแหน่ง
เพลาหลักได้รับการติดตั้งพร้อมฝาครอบป้องกันเพื่อปกป้องผู้ปฏิบัติงาน
ข้อมูลข้อผิดพลาดทั่วไปของแผงควบคุม:
1. สัญญาณเตือนไม่ได้เลือกโหมดการตัดเฉือน 2. ไม่ได้ตั้งค่าจุดอ้างอิงเริ่มต้นการป้อน
3. ไม่ได้ตั้งค่าเวลาในการประมวลผลในโหมดจับเวลา4. ต้นกำเนิดของเครื่องหรือช่วงการประมวลผลไม่ได้ตั้งค่าไว้อย่างสมบูรณ์
5. การตั้งค่าพารามิเตอร์รูตาบอดไม่สมบูรณ์ 6. การตั้งค่าพารามิเตอร์ของแกนป้อนไม่สมบูรณ์
7. พารามิเตอร์ของแกนหมุนไม่ได้ตั้งค่าไว้อย่างสมบูรณ์ 8 สัญญาณเตือนความล้มเหลวของฮาร์ดแวร์