CNC Pipe Horisontell Honing Machine


CNC Pipe Horizontal Honing Machine är designad för långa rör, hjälper olika kunder som vill få bra finish i hål.Honingmaskin kan bearbeta rundhet, rak, avsmalnande, ytjämnhet och etc.
1. Strukturhonningsmaskinen använder svetsat och värmebehandlat stål för att få en stark struktur för att ge ett starkt stöd för honingbearbetning.Efter montering skulle vi använda rostskyddsbeläggning med högkvalitativ svart färg;gör verktygsmaskinens övre hölje sprutad efter avfettning, ytjustering och fosfatering.Färgen är pärlvit (eller målarfärg enligt kundens önskemål), maskinen har ett vackert utseende, släta linjer och ett modernt sinne.
2. Spindellådan drivs av en vektorfrekvensomvandlingsmotor med ett stort reduktionsförhållande med hårda kugghjulsreducerare, som kan uppnå konstant effekt
Högt vridmoment vid hög hastighet, ökad skärkraft och det är enkelt att ställa in rätt spindelhastighet för delar med olika håldiametrar.
Spindeleffekt 5,5Kw, hastighet 5-250r/min.(Kraften är baserad på skärkapacitet)
3. Expansionssystem för finslipningshuvud:
Servomotormatning: Hela matningsenheten är installerad på huvudstocken och servomotorn förlängs genom en speciell expansionsenhet för honningshuvud
Den automatiska expansionen (även kallad matning) av honningshuvudet realiseras.Denna enhet är ansluten parallellt med huvudaxeln.Hela systemet har ett enda honningshuvud, som har ett stort honingsområde, lätt vikt och självlåsande förmåga, vilket hjälper till att förbättra hög precision.Utökad servomotoreffekt 400w;
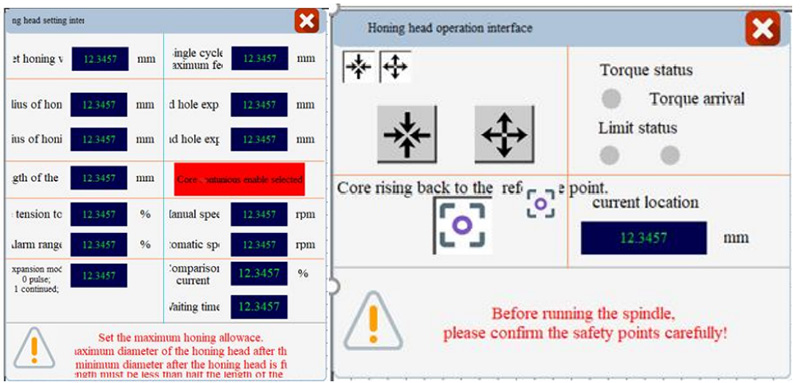
Fördel: Hela maskinen drivs med el.Matningsenheten kan enkelt justeras från 0,001-0,05 mm.
Det finns tre matningslägen, bilden nedan visar gränssnittet för expansion av pekskärmskontrollsliphuvudet.
4. Fram- och återgående transmission: Servomotorn, planetreduceraren och transmissionskedjan kombineras för att bilda en högprecisions snabb fram- och återgående maskinstruktur.
Servomotoreffekt 3,5KW.Fram- och återgående hastigheten är 1-30m/min.Den effektiva fram- och återgående längden är 1,7 m.Fram- och återgående längd inställning kontroll cirkel
Ansiktet är som följer:
5. Kylsystemet har ett flöde på 100L/min, och oljeutmatningsläget för honing:
Högflödesslipolja injiceras i änden av stålröret för att uppnå effektiv rengöring och maximera slipeffektiviteten.Honing olja
Tankvolym 200 liter, eller anpassad
Oljeinsprutningen styrs av pekskärmen, så att insprutningen kan sluta spruta när honingshuvudet når båda ändarna av stålröret
För olika materialbearbetning skulle vi leverera olika filtersystem, till exempel för den magnetiska metallen, vi skulle använda magnetiskt separatorsystem, för icke-magnetiskt material kunde vi välja pappersfiltersystem eller tryckpappersfilter.
6. Honing stav: Vi har många honing huvuden för att täcka 35-350 mm, eller anpassade.Till exempel modell
①MGC1532 bearbetningshål diameter 38-58mm
②MGC1550 bearbetningshål diameter 60-150 mm
Ytan på honingstaven utsätts för högfrekvent härdning och sedan cylindrisk honing, och ytfinishen når Ra0,2um.
Arbetsstyckets inre hål kommer inte att skada arbetsstyckets jämnhet.Båda ändarna av honningsstången är universellt anslutna för att automatiskt kompensera spindeln och koncentriciteten i det inre hålet i stycket.
7. Stålrörsklämman av v-typ är densamma som den amerikanska Sunnen djuphålsslipmaskinen, den yttre klämdiametern är 40-250 mm, eller anpassad .

8. Sliphuvuden för djuphål: tillhandahåll det sliphuvud som krävs enligt ditt företags behov (formerna nedan är exemplet).

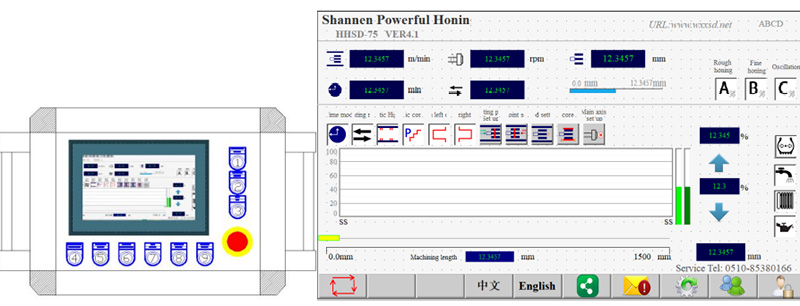
9. Styrsystem: med hjälp av pekskärm + PLC-kontroll, designar vår professionella ingenjör en smart mjukvara för finslipning.När man använder maskinen är honningsverktygen, den erforderliga hastigheten, fram- och återgående rörelsen, matning, kylning, etc. lätta att ställa in och spåra bearbetning online, så att operatörerna kan kontrollera och få bra efterbehandling med vår honningsmaskin.
Löpningen är inställd i tuff skärm för att göra driften enkel.Vårt online spårningssystem är mycket bra funktion för att uppnå enkel drift.Detta system spårar verktygsmaskinens arbetsstatus och delarnas noggrannhet, för att anpassa sig i tid för att undvika avfallsgenerering och skador på utrustningen.Samtidigt, för att säkerställa konsistensen av diametern på det inre hålet i stålröret,
Pekskärmen har en vertikal struktur och kan vridas 180 grader.Pekskärmen larmar automatiskt när verktygsmaskinen stöter på ett fel.
Felen är följande (det finns olika offertmetoder beroende på maskinkonfigurationen):
1. Bearbetningsläget är inte valt larm 2. Matningsstartreferenspunkten är inte inställd.
3. Bearbetningstiden i tidsläge är inte inställd.4. Maskinens ursprung eller bearbetningsintervall är inte helt inställt
5. Blindhålets parameterinställning är inte komplett 6. Parameterinställningen av matningsaxeln är inte komplett
7. Spindelparametrarna är inte helt inställda. 8 Larm för maskinvarufel
10. Säkerhet
Kontrollpanelen har en nödstoppsknapp, som kan tryckas in för att stoppa verktygsmaskinen i en nödsituation.Båda sidor av styrskenan är försedda med lägesskydd
Huvudaxeln är installerad med ett skyddskåpa för att skydda operatörerna.
Information om vanliga fel på kontrollpanelen:
1. Bearbetningsläget är inte valt larm 2. Matningsstartreferenspunkten är inte inställd.
3. Bearbetningstiden i tidsläge är inte inställd.4. Maskinens ursprung eller bearbetningsintervall är inte helt inställt
5. Blindhålets parameterinställning är inte komplett 6. Parameterinställningen av matningsaxeln är inte komplett
7. Spindelparametrarna är inte helt inställda. 8 Larm för maskinvarufel