Makinë honing horizontale të tubave CNC


CNC Pipe Horizontal Honing Machine është projektuar për tubacione të gjata, për të ndihmuar klientët e ndryshëm që duan të kenë përfundim të mirë në vrima.Makina honing mund të përpunojë rrumbullakësinë, të drejtën, konikimin, vrazhdësinë e përfundimit etj.
1. Makina e honimit të strukturës përdor çelikun e salduar dhe të trajtimit të nxehtësisë për të marrë strukturë të fortë për të siguruar një mbështetje të fortë për përpunimin e honimit.Pas montimit, do të përdornim veshje kundër ndryshkut me bojë të zezë të cilësisë së lartë;bëje shtresën e sipërme të veglës së makinës të spërkatur pas heqjes së yndyrës, rregullimit të sipërfaqes dhe fosfatimit.Ngjyra është e bardhë Pearl (ose bojë sipas kërkesave të klientit), makina ka një pamje të bukur, linja të lëmuara dhe një sens modern.
2. Kutia e boshtit drejtohet nga një motor i konvertimit të frekuencës vektoriale me një reduktues të shpejtësisë së sipërfaqes së dhëmbëve të fortë me një raport të madh reduktimi, i cili mund të arrijë fuqi konstante
Dalje e lartë e çift rrotullues me shpejtësi të lartë, rritje e forcës prerëse dhe është e lehtë të vendosni shpejtësinë e saktë të boshtit për pjesët me diametra të ndryshëm të hapjes.
Fuqia e boshtit 5.5Kw, shpejtësia 5-250r/min.(Fuqia bazohet në kapacitetin e prerjes)
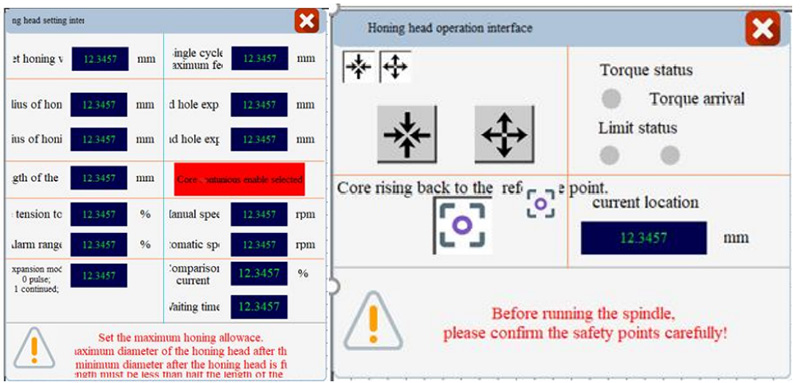
3. Sistemi i zgjerimit të ushqimit të kokës:
Ushqyerja e servo motorit: E gjithë njësia ushqyese është instaluar në kokë dhe servo motori shtrihet përmes një pajisjeje të veçantë për zgjerimin e kokës
Realizohet zgjerimi automatik (i quajtur edhe ushqim) i kokës honuese.Kjo pajisje është e lidhur paralelisht me boshtin kryesor.I gjithë sistemi ka një kokë të vetme honimi, e cila ka një gamë të madhe honimi, peshë të lehtë dhe aftësi vetë-kyçëse, e cila ndihmon në përmirësimin e saktësisë së lartë.Fuqia e zgjeruar e servo motorit 400w;
Avantazhi: E gjithë makina furnizohet me energji elektrike.Njësia e ushqimit mund të rregullohet lehtësisht nga 0,001-0,05 mm.
Ekzistojnë tre mënyra të ushqyerjes, fotografia më poshtë tregon ndërfaqen e zgjerimit të kokës së kontrollit të ekranit me prekje.
4. Transmetimi reciprok: Servo motori, reduktuesi planetar dhe zinxhiri i transmisionit kombinohen për të formuar një strukturë makine reciproke me precizion të lartë.
Fuqia e servo motorit 3.5 KW.Shpejtësia reciproke është 1-30 m/min.Gjatësia efektive reciproke është 1.7 m.Rrethi i kontrollit të vendosjes së gjatësisë reciproke
Fytyra është si më poshtë:
5. Sistemi i ftohjes është një prurje prej 100L/min, dhe mënyra e prodhimit të vajit të honimit:
Vaji honues me rrjedhje të lartë injektohet në fund të tubit të çelikut për të arritur pastrim efikas dhe për të maksimizuar efikasitetin e bluarjes.Vaj honing
Kapaciteti i rezervuarit 200 litra, ose i personalizuar
Injeksioni i vajit kontrollohet nga ekrani me prekje, në mënyrë që injektimi të ndalojë derdhjen kur koka e hollimit të arrijë të dy skajet e tubit të çelikut
Për përpunimin e materialeve të ndryshme, ne do të furnizonim një sistem filtri të ndryshëm, për shembull, për metalin magnetik, do të përdornim sistemin e ndarësit magnetik, për materialin jomagnetik, ne mund të zgjidhnim sistemin e filtrit të letrës ose filtrin e letrës me presion.
6. Shufra honing: Ne kemi shumë koka honing për të mbuluar 35-350mm, ose përshtatur.Për shembull modeli
①MGC1532 vrima e përpunimit me diametër 38-58mm
②MGC1550 diametri i vrimës së përpunimit 60-150mm
Sipërfaqja e shufrës honuese i nënshtrohet shuarjes me frekuencë të lartë dhe më pas honimit cilindrik, dhe përfundimi i sipërfaqes arrin Ra0.2um.
Vrima e brendshme e pjesës së punës nuk do të dëmtojë butësinë e pjesës së punës.Të dy skajet e shufrës honuese janë të lidhura në mënyrë universale për të kompensuar automatikisht boshtin dhe koncentricitetin e vrimës së brendshme të pjesës.
7. Kapëse e tipit v të tubit të çelikut është e njëjtë me makinën honuese të vrimave të thella amerikane Sunnen, diametri i jashtëm i shtrëngimit është 40-250 mm, ose i personalizuar.

8. Kokat e mprehjes me vrima të thella: siguroni kokën bluarëse të kërkuar sipas nevojave të kompanisë suaj (më poshtë format e janë shembulli).

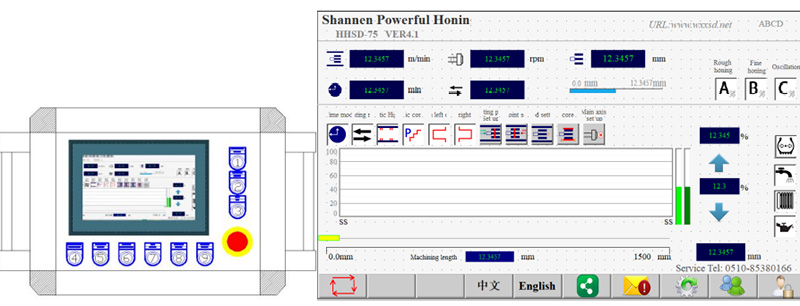
9. Sistemi i kontrollit: duke përdorur ekranin me prekje + kontrollin PLC, inxhinieri ynë profesionist dizajnon një softuer të zgjuar për përpunimin e përsosur.Gjatë përdorimit të makinës, veglat e honimit, shpejtësia e kërkuar, reciprokimi, ushqimi, ftohja etj. janë të lehta për t'u vendosur dhe për të gjurmuar përpunimin në internet, në mënyrë që operatorët të kontrollojnë dhe të kenë një përfundim të mirë me makinën tonë honuese.
Vrapimi është vendosur në ekran të fortë për ta bërë më të lehtë funksionimin.Sistemi ynë i gjurmimit në internet funksionon shumë mirë për të arritur funksionim të lehtë.Ky sistem ndjek statusin e punës së veglës së makinës dhe saktësinë e pjesëve, në mënyrë që të rregullohet në kohë për të shmangur gjenerimin e mbeturinave dhe dëmtimin e pajisjeve.Në të njëjtën kohë, për të siguruar konsistencën e diametrit të vrimës së brendshme të tubit të çelikut,
Ekrani me prekje adopton një strukturë vertikale dhe mund të kthehet 180 gradë.Ekrani me prekje alarmon automatikisht kur vegla e makinës ndeshet me një defekt.
Gabimet janë në vijim (ka metoda të ndryshme kuotimi sipas konfigurimit të makinës):
1. Modaliteti i përpunimit nuk është zgjedhur alarmi 2. Pika fillestare e referencës së furnizimit nuk është vendosur.
3. Koha e përpunimit në modalitetin e kohës nuk është caktuar.4. Origjina e makinës ose diapazoni i përpunimit nuk është vendosur plotësisht
5. Cilësimi i parametrit të vrimës së verbër nuk është i plotë 6. Cilësimi i parametrave të boshtit të furnizimit nuk është i plotë
7. Parametrat e boshtit nuk janë vendosur plotësisht 8 Alarmi i dështimit të harduerit
10. Siguria
Paneli i kontrollit ka një buton e-stop, i cili mund të shtypet për të ndaluar veglën e makinës në rast urgjence.Të dy anët e hekurudhës udhëzuese janë të pajisura me pajisje mbrojtëse të pozicionit
Boshti kryesor është i instaluar me një mbulesë mbrojtëse për të mbrojtur operatorët.
Informacioni i defektit të zakonshëm të panelit të kontrollit:
1. Modaliteti i përpunimit nuk është zgjedhur alarmi 2. Pika fillestare e referencës së furnizimit nuk është vendosur.
3. Koha e përpunimit në modalitetin e kohës nuk është caktuar.4. Origjina e makinës ose diapazoni i përpunimit nuk është vendosur plotësisht
5. Cilësimi i parametrit të vrimës së verbër nuk është i plotë 6. Cilësimi i parametrave të boshtit të furnizimit nuk është i plotë
7. Parametrat e boshtit nuk janë vendosur plotësisht 8 Alarmi i dështimit të harduerit