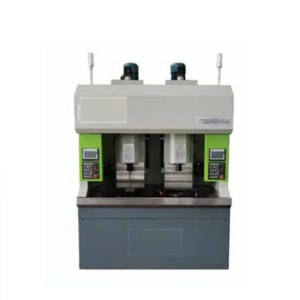
CNC stroj za horizontalno honanje cevi


CNC stroj za vodoravno honanje cevi je zasnovan za dolge cevi in pomaga različnim strankam, ki želijo dobiti dobro končno obdelavo lukenj.Stroj za honanje lahko obdeluje okroglost, ravnost, stožčastost, končno hrapavost itd.
1. Stroj za honanje strukture uporablja varjeno in toplotno obdelano jeklo, da dobi močno strukturo za zagotavljanje močne podpore za obdelavo honanja.Po sestavi bi uporabili premaz proti rji z visokokakovostno črno barvo;po razmaščevanju, poravnavi površine in fosfatiranju poškropite zgornji del ohišja obdelovalnega stroja.Barva je biserno bela (ali barva po želji kupca), stroj ima lep videz, gladke linije in sodoben občutek.
2. Škatlo vretena poganja motor za pretvorbo vektorske frekvence z reduktorjem zobnikov s trdimi zobmi z velikim redukcijskim razmerjem, ki lahko doseže konstantno moč
Visok navor pri visoki hitrosti, povečana rezalna sila in preprosta nastavitev pravilne hitrosti vretena za dele z različnimi premeri izvrtin.
Moč vretena 5,5Kw, hitrost 5-250r/min.(Moč temelji na zmogljivosti rezanja)
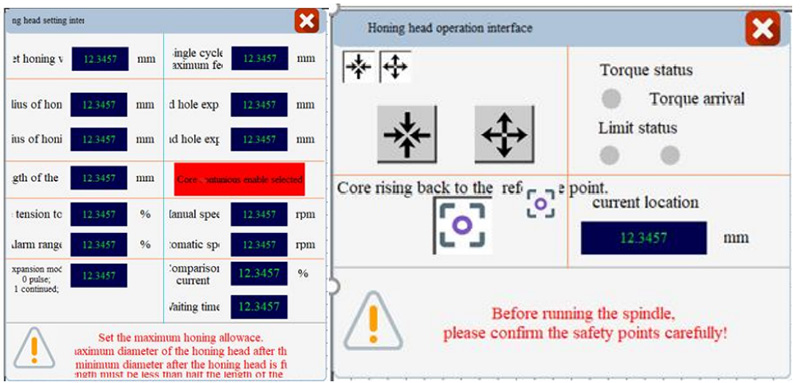
3. Razširitveni sistem podajalne glave za honanje:
Dovajanje servo motorja: Celotna podajalna enota je nameščena na vzglavju, servo motor pa se razširi s posebno napravo za razširitev glave za honanje.
Izvedeno je samodejno raztezanje (imenovano tudi podajanje) honalne glave.Ta naprava je povezana vzporedno z glavno gredjo.Celoten sistem ima eno glavo za honanje, ki ima veliko območje honanja, majhno težo in sposobnost samozaklepanja, kar pomaga izboljšati visoko natančnost.Razširjena moč servo motorja 400w;
Prednost: Celoten stroj poganja elektrika.Podajalno enoto je mogoče enostavno nastaviti od 0,001 do 0,05 mm.
Obstajajo trije načini podajanja, spodnja slika prikazuje vmesnik za razširitev glave za honanje z zaslonom na dotik.
4. Batni prenos: servo motor, planetarni reduktor in prenosna veriga so združeni v strukturo visoko natančnega hitrega batnega stroja.
Moč servo motorja 3,5KW.Hitrost vrtenja je 1-30m/min.Efektivna izmenična dolžina je 1,7 m.Krog za nastavitev vrtljive dolžine
Obraz je naslednji:
5. Hladilni sistem ima pretok 100 L/min in način izhodnega olja za honanje:
Olje za honanje z visokim pretokom se vbrizga na konec jeklene cevi, da se doseže učinkovito čiščenje in poveča učinkovitost brušenja.Olje za honanje
Prostornina rezervoarja 200 litrov ali po meri
Vbrizgavanje olja nadzira zaslon na dotik, tako da lahko vbrizgavanje ustavi curek, ko glava za honanje doseže oba konca jeklene cevi
Za obdelavo različnih materialov bi dobavili drugačen filtrirni sistem, na primer za magnetno kovino bi uporabili sistem magnetnega separatorja, za nemagnetne materiale bi lahko izbrali papirni filtrirni sistem ali tlačni papirni filter.
6. Palica za honanje: Imamo veliko glav za honanje, ki pokrivajo 35-350 mm ali po meri.Na primer model
①MGC1532 premer luknje za obdelavo 38-58 mm
②MGC1550 premer luknje za obdelavo 60-150 mm
Površina palice za honanje je izpostavljena visokofrekvenčnemu kaljenju in nato cilindričnemu honanju, končna obdelava površine pa doseže Ra0,2um.
Notranja luknja obdelovanca ne bo poškodovala gladkosti obdelovanca.Oba konca palice za honanje sta univerzalno povezana za samodejno kompenzacijo vretena in koncentričnosti notranje luknje kosa.
7. V-objemka za jeklene cevi je enaka ameriškemu stroju za honanje globokih lukenj Sunnen, zunanji premer vpenjanja je 40-250 mm ali prilagojen.

8. Glave za honanje globokih lukenj: zagotovite zahtevano brusilno glavo glede na potrebe vašega podjetja (spodnje oblike so primeri).

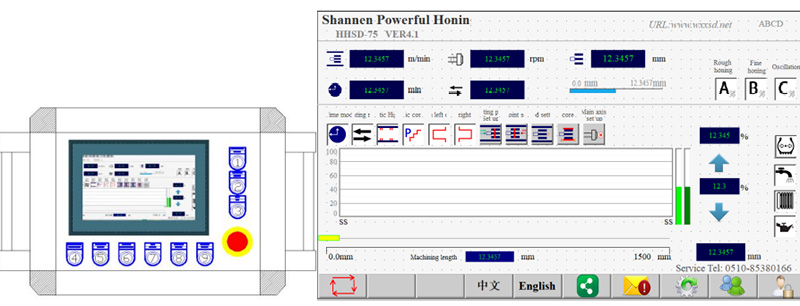
9. Nadzorni sistem: z uporabo zaslona na dotik + krmiljenja PLC, naš profesionalni inženir oblikuje eno pametno programsko opremo za obdelavo brušenja.Pri upravljanju stroja je orodje za honanje, zahtevano hitrost, recipročnost, podajanje, hlajenje itd. enostavno nastaviti in spremljati obdelavo na spletu, tako da bi operaterji lahko nadzorovali in dosegli dobro končno obdelavo z našim strojem za honanje.
Delovanje je nastavljeno na trdem zaslonu, da je upravljanje enostavno.Naš spletni sistem sledenja je zelo dobra funkcija za doseganje enostavnega delovanja.Ta sistem spremlja delovni status obdelovalnega stroja in natančnost delov, da se pravočasno prilagodi in prepreči nastajanje odpadkov in poškodbe opreme.Hkrati, da bi zagotovili skladnost premera notranje luknje jeklene cevi,
Zaslon na dotik ima navpično strukturo in ga je mogoče obrniti za 180 stopinj.Zaslon na dotik samodejno sproži alarm, ko strojno orodje naleti na napako.
Napake so naslednje (obstajajo različne metode kotiranja glede na konfiguracijo stroja):
1. Alarm za način obdelave ni izbran. 2. Začetna referenčna točka podajanja ni nastavljena.
3. Čas obdelave v časovnem načinu ni nastavljen.4. Izvor stroja ali območje obdelave ni popolnoma nastavljeno
5. Nastavitev parametra slepe luknje ni dokončana 6. Nastavitev parametra podajalne osi ni dokončana
7. Parametri vretena niso popolnoma nastavljeni 8 Alarm o okvari strojne opreme
10. Varnost
Nadzorna plošča ima gumb e-stop, s katerim lahko v sili zaustavite stroj.Obe strani vodila sta opremljeni z napravami za zaščito položaja
Glavna gred je nameščena z zaščitnim pokrovom za zaščito operaterjev.
Informacije o pogostih napakah na nadzorni plošči:
1. Alarm za način obdelave ni izbran. 2. Začetna referenčna točka podajanja ni nastavljena.
3. Čas obdelave v časovnem načinu ni nastavljen.4. Izvor stroja ali območje obdelave ni popolnoma nastavljeno
5. Nastavitev parametra slepe luknje ni dokončana 6. Nastavitev parametra podajalne osi ni dokončana
7. Parametri vretena niso popolnoma nastavljeni 8 Alarm o okvari strojne opreme