CNC ਪਾਈਪ ਹਰੀਜ਼ਟਲ ਹੋਨਿੰਗ ਮਸ਼ੀਨ


ਸੀਐਨਸੀ ਪਾਈਪ ਹਰੀਜ਼ੋਂਟਲ ਹੋਨਿੰਗ ਮਸ਼ੀਨ ਲੰਬੇ ਪਾਈਪਾਂ ਲਈ ਤਿਆਰ ਕੀਤੀ ਗਈ ਹੈ, ਵੱਖ-ਵੱਖ ਗਾਹਕਾਂ ਦੀ ਮਦਦ ਕਰੋ ਜੋ ਛੇਕਾਂ ਵਿੱਚ ਵਧੀਆ ਫਿਨਿਸ਼ਿੰਗ ਪ੍ਰਾਪਤ ਕਰਨਾ ਚਾਹੁੰਦੇ ਹਨ।ਹੋਨਿੰਗ ਮਸ਼ੀਨ ਗੋਲ, ਸਿੱਧੀ, ਟੇਪਰ, ਫਿਨਿਸ਼ਿੰਗ ਖੁਰਦਰੀ ਅਤੇ ਆਦਿ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰ ਸਕਦੀ ਹੈ.
1. ਬਣਤਰ ਹੋਨਿੰਗ ਮਸ਼ੀਨ ਹੋਨਿੰਗ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਮਜ਼ਬੂਤ ਸਹਿਯੋਗ ਦੀ ਸਪਲਾਈ ਕਰਨ ਲਈ ਮਜ਼ਬੂਤ ਬਣਤਰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਵੇਲਡ ਅਤੇ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ ਸਟੀਲ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ.ਅਸੈਂਬਲ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਅਸੀਂ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਕਾਲੇ ਰੰਗ ਦੇ ਨਾਲ ਐਂਟੀ-ਰਸਟ ਕੋਟਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਾਂਗੇ;ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਉਪਰਲੇ ਕੇਸਿੰਗ ਨੂੰ ਡੀਗਰੇਸਿੰਗ, ਸਤਹ ਦੀ ਵਿਵਸਥਾ ਅਤੇ ਫਾਸਫੇਟਿੰਗ ਤੋਂ ਬਾਅਦ ਛਿੜਕਾਅ ਕਰੋ।ਰੰਗ ਮੋਤੀ ਚਿੱਟਾ ਹੈ (ਜਾਂ ਗਾਹਕ ਦੀਆਂ ਲੋੜਾਂ ਅਨੁਸਾਰ ਪੇਂਟ), ਮਸ਼ੀਨ ਦੀ ਸੁੰਦਰ ਦਿੱਖ, ਨਿਰਵਿਘਨ ਲਾਈਨਾਂ ਅਤੇ ਆਧੁਨਿਕ ਭਾਵਨਾ ਹੈ।
2. ਸਪਿੰਡਲ ਬਾਕਸ ਨੂੰ ਇੱਕ ਵੈਕਟਰ ਬਾਰੰਬਾਰਤਾ ਪਰਿਵਰਤਨ ਮੋਟਰ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ ਜਿਸ ਵਿੱਚ ਇੱਕ ਵੱਡੇ ਕਟੌਤੀ ਅਨੁਪਾਤ ਹਾਰਡ-ਟੂਥ ਸਤਹ ਗੇਅਰ ਰੀਡਿਊਸਰ ਹੁੰਦਾ ਹੈ, ਜੋ ਨਿਰੰਤਰ ਸ਼ਕਤੀ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦਾ ਹੈ
ਉੱਚ ਸਪੀਡ 'ਤੇ ਉੱਚ ਟਾਰਕ ਆਉਟਪੁੱਟ, ਕੱਟਣ ਦੀ ਸ਼ਕਤੀ ਵਧੀ ਹੈ, ਅਤੇ ਵੱਖ-ਵੱਖ ਬੋਰ ਵਿਆਸ ਵਾਲੇ ਹਿੱਸਿਆਂ ਲਈ ਸਹੀ ਸਪਿੰਡਲ ਸਪੀਡ ਸੈੱਟ ਕਰਨਾ ਆਸਾਨ ਹੈ।
ਸਪਿੰਡਲ ਪਾਵਰ 5.5Kw, ਸਪੀਡ 5-250r/min.(ਪਾਵਰ ਕੱਟਣ ਦੀ ਸਮਰੱਥਾ 'ਤੇ ਅਧਾਰਤ ਹੈ)
3. ਆਨਰਿੰਗ ਹੈੱਡ ਫੀਡ ਐਕਸਪੈਂਸ਼ਨ ਸਿਸਟਮ:
ਸਰਵੋ ਮੋਟਰ ਫੀਡਿੰਗ: ਪੂਰੀ ਫੀਡਿੰਗ ਯੂਨਿਟ ਹੈੱਡਸਟਾਕ 'ਤੇ ਸਥਾਪਿਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਸਰਵੋ ਮੋਟਰ ਨੂੰ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਹੋਨਿੰਗ ਹੈੱਡ ਐਕਸਪੈਂਸ਼ਨ ਡਿਵਾਈਸ ਦੁਆਰਾ ਵਧਾਇਆ ਜਾਂਦਾ ਹੈ।
ਹੋਨਿੰਗ ਸਿਰ ਦਾ ਆਟੋਮੈਟਿਕ ਵਿਸਥਾਰ (ਜਿਸ ਨੂੰ ਫੀਡਿੰਗ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ) ਦਾ ਅਹਿਸਾਸ ਹੁੰਦਾ ਹੈ।ਇਹ ਯੰਤਰ ਮੁੱਖ ਸ਼ਾਫਟ ਦੇ ਸਮਾਨਾਂਤਰ ਵਿੱਚ ਜੁੜਿਆ ਹੋਇਆ ਹੈ.ਪੂਰੇ ਸਿਸਟਮ ਵਿੱਚ ਇੱਕ ਸਿੰਗਲ ਹੋਨਿੰਗ ਹੈਡ ਹੈ, ਜਿਸ ਵਿੱਚ ਇੱਕ ਵੱਡੀ ਹੋਨਿੰਗ ਰੇਂਜ, ਹਲਕਾ ਭਾਰ ਅਤੇ ਸਵੈ-ਲਾਕ ਕਰਨ ਦੀ ਸਮਰੱਥਾ ਹੈ, ਜੋ ਉੱਚ ਸ਼ੁੱਧਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਵਿੱਚ ਮਦਦ ਕਰਦੀ ਹੈ।ਫੈਲਾਇਆ ਸਰਵੋ ਮੋਟਰ ਪਾਵਰ 400w;
ਫਾਇਦਾ: ਪੂਰੀ ਮਸ਼ੀਨ ਬਿਜਲੀ ਨਾਲ ਚਲਦੀ ਹੈ।ਫੀਡ ਯੂਨਿਟ ਨੂੰ ਆਸਾਨੀ ਨਾਲ 0.001-0.05mm ਤੱਕ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
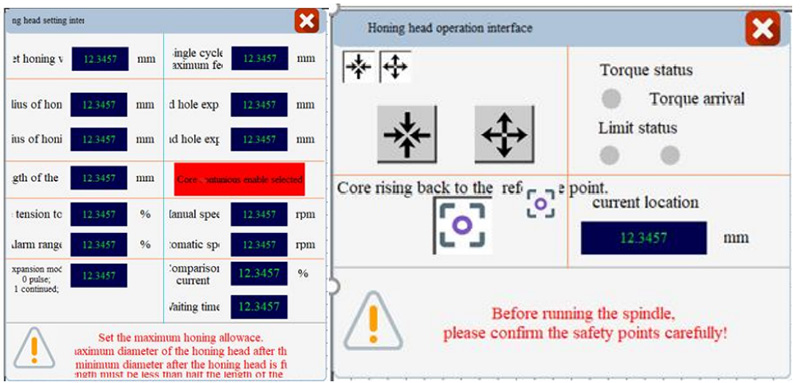
ਤਿੰਨ ਫੀਡਿੰਗ ਮੋਡ ਹਨ, ਹੇਠਾਂ ਦਿੱਤੀ ਤਸਵੀਰ ਟੱਚ ਸਕਰੀਨ ਕੰਟਰੋਲ ਹੈੱਡ ਐਕਸਪੈਂਸ਼ਨ ਇੰਟਰਫੇਸ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ।
4. ਰਿਸੀਪ੍ਰੋਕੇਟਿੰਗ ਟ੍ਰਾਂਸਮਿਸ਼ਨ: ਸਰਵੋ ਮੋਟਰ, ਪਲੈਨਟਰੀ ਰੀਡਿਊਸਰ ਅਤੇ ਟਰਾਂਸਮਿਸ਼ਨ ਚੇਨ ਨੂੰ ਇੱਕ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਤੇਜ਼ ਰਿਸੀਪ੍ਰੋਕੇਟਿੰਗ ਮਸ਼ੀਨ ਬਣਤਰ ਬਣਾਉਣ ਲਈ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ।
ਸਰਵੋ ਮੋਟਰ ਪਾਵਰ 3.5KW.ਪਰਸਪਰ ਗਤੀ 1-30m/min ਹੈ।ਪ੍ਰਭਾਵੀ ਪਰਸਪਰ ਲੰਬਾਈ 1.7m ਹੈ।ਪਰਸਪਰ ਲੰਬਾਈ ਸੈਟਿੰਗ ਕੰਟਰੋਲ ਸਰਕਲ
ਚਿਹਰਾ ਇਸ ਤਰ੍ਹਾਂ ਹੈ:
5. ਕੂਲਿੰਗ ਸਿਸਟਮ 100L/ਮਿੰਟ ਦਾ ਪ੍ਰਵਾਹ ਹੈ, ਅਤੇ ਹੋਨਿੰਗ ਆਇਲ ਆਉਟਪੁੱਟ ਮੋਡ:
ਉੱਚ-ਪ੍ਰਵਾਹ ਹੋਨਿੰਗ ਤੇਲ ਨੂੰ ਕੁਸ਼ਲ ਸਫਾਈ ਪ੍ਰਾਪਤ ਕਰਨ ਅਤੇ ਪੀਸਣ ਦੀ ਕੁਸ਼ਲਤਾ ਨੂੰ ਵੱਧ ਤੋਂ ਵੱਧ ਕਰਨ ਲਈ ਸਟੀਲ ਪਾਈਪ ਦੇ ਅੰਤ ਵਿੱਚ ਟੀਕਾ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ।ਹੋਨਿੰਗ ਤੇਲ
ਟੈਂਕ ਦੀ ਸਮਰੱਥਾ 200 ਲੀਟਰ, ਜਾਂ ਅਨੁਕੂਲਿਤ
ਤੇਲ ਦਾ ਟੀਕਾ ਟੱਚ ਸਕਰੀਨ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਇੰਜੈਕਸ਼ਨ ਜੈਟਿੰਗ ਨੂੰ ਰੋਕ ਸਕੇ ਜਦੋਂ ਹੋਨਿੰਗ ਹੈਡ ਸਟੀਲ ਪਾਈਪ ਦੇ ਦੋਵਾਂ ਸਿਰਿਆਂ ਤੱਕ ਪਹੁੰਚਦਾ ਹੈ
ਵੱਖ-ਵੱਖ ਸਮੱਗਰੀ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ, ਅਸੀਂ ਵੱਖ-ਵੱਖ ਫਿਲਟਰ ਸਿਸਟਮ ਦੀ ਸਪਲਾਈ ਕਰਾਂਗੇ, ਉਦਾਹਰਨ ਲਈ, ਚੁੰਬਕੀ ਧਾਤ ਲਈ, ਅਸੀਂ ਚੁੰਬਕੀ ਵਿਭਾਜਕ ਪ੍ਰਣਾਲੀ ਦੀ ਵਰਤੋਂ ਕਰਾਂਗੇ, ਗੈਰ-ਚੁੰਬਕੀ ਸਮੱਗਰੀ ਲਈ, ਅਸੀਂ ਪੇਪਰ ਫਿਲਟਰ ਸਿਸਟਮ ਜਾਂ ਪ੍ਰੈਸ਼ਰ ਪੇਪਰ ਫਿਲਟਰ ਦੀ ਚੋਣ ਕਰ ਸਕਦੇ ਹਾਂ।
6. ਹੋਨਿੰਗ ਰਾਡ: ਸਾਡੇ ਕੋਲ 35-350mm, ਜਾਂ ਅਨੁਕੂਲਿਤ ਕਰਨ ਲਈ ਬਹੁਤ ਸਾਰੇ ਹੋਨਿੰਗ ਹੈਡ ਹਨ।ਉਦਾਹਰਨ ਲਈ ਮਾਡਲ
①MGC1532 ਪ੍ਰੋਸੈਸਿੰਗ ਹੋਲ ਵਿਆਸ 38-58mm
②MGC1550 ਪ੍ਰੋਸੈਸਿੰਗ ਮੋਰੀ ਵਿਆਸ 60-150mm
ਹੋਨਿੰਗ ਰਾਡ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਉੱਚ-ਆਵਿਰਤੀ ਬੁਝਾਉਣ ਅਤੇ ਫਿਰ ਸਿਲੰਡਰ ਹੋਨਿੰਗ ਦੇ ਅਧੀਨ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਸਤਹ ਦੀ ਸਮਾਪਤੀ Ra0.2um ਤੱਕ ਪਹੁੰਚ ਜਾਂਦੀ ਹੈ।
ਵਰਕਪੀਸ ਦਾ ਅੰਦਰਲਾ ਮੋਰੀ ਵਰਕਪੀਸ ਦੀ ਨਿਰਵਿਘਨਤਾ ਨੂੰ ਨੁਕਸਾਨ ਨਹੀਂ ਪਹੁੰਚਾਏਗਾ।ਹੋਨਿੰਗ ਰਾਡ ਦੇ ਦੋਵੇਂ ਸਿਰੇ ਸਪਿੰਡਲ ਅਤੇ ਟੁਕੜੇ ਦੇ ਅੰਦਰਲੇ ਮੋਰੀ ਦੀ ਇਕਾਗਰਤਾ ਨੂੰ ਆਪਣੇ ਆਪ ਮੁਆਵਜ਼ਾ ਦੇਣ ਲਈ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਜੁੜੇ ਹੋਏ ਹਨ।
7. ਸਟੀਲ ਟਿਊਬ ਵੀ-ਟਾਈਪ ਕਲੈਂਪ ਅਮਰੀਕਨ ਸਨੇਨ ਡੂੰਘੇ ਮੋਰੀ ਹੋਨਿੰਗ ਮਸ਼ੀਨ ਦੇ ਸਮਾਨ ਹੈ, ਕਲੈਂਪਿੰਗ ਬਾਹਰੀ ਵਿਆਸ 40-250mm ਹੈ, ਜਾਂ ਅਨੁਕੂਲਿਤ ਹੈ.

8. ਡੀਪ ਹੋਲ ਹੋਨਿੰਗ ਹੈਡਜ਼: ਆਪਣੀ ਕੰਪਨੀ ਦੀਆਂ ਲੋੜਾਂ ਅਨੁਸਾਰ ਲੋੜੀਂਦੇ ਪੀਸਣ ਵਾਲੇ ਸਿਰ ਪ੍ਰਦਾਨ ਕਰੋ (ਹੇਠਾਂ ਦੀਆਂ ਆਕਾਰ ਉਦਾਹਰਣਾਂ ਹਨ)।

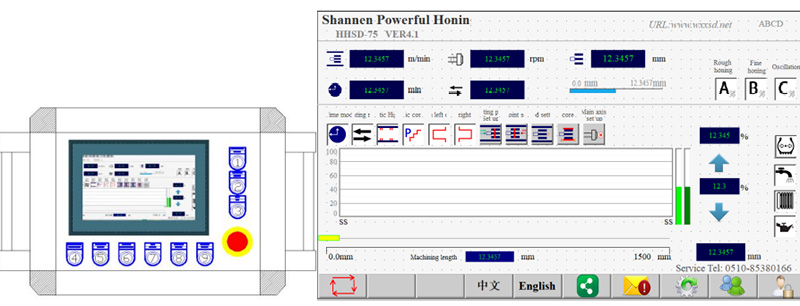
9. ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ: ਟੱਚ ਸਕਰੀਨ + PLC ਨਿਯੰਤਰਣ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਸਾਡੇ ਪੇਸ਼ੇਵਰ ਇੰਜੀਨੀਅਰ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਇੱਕ ਸਮਾਰਟ ਸਾਫਟਵੇਅਰ ਡਿਜ਼ਾਈਨ ਕਰਦੇ ਹਨ।ਮਸ਼ੀਨ ਦਾ ਸੰਚਾਲਨ ਕਰਦੇ ਸਮੇਂ, ਹੋਨਿੰਗ ਟੂਲ, ਲੋੜੀਂਦੀ ਸਪੀਡ, ਰੀਪ੍ਰੋਕੇਸ਼ਨ, ਫੀਡ, ਕੂਲਿੰਗ, ਅਤੇ ਆਦਿ ਨੂੰ ਸੈੱਟ ਕਰਨਾ ਆਸਾਨ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਔਨਲਾਈਨ ਪ੍ਰੋਸੈਸਿੰਗ ਨੂੰ ਟ੍ਰੈਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਓਪਰੇਟਰ ਸਾਡੀ ਹੋਨਿੰਗ ਮਸ਼ੀਨ ਨਾਲ ਨਿਯੰਤਰਣ ਅਤੇ ਵਧੀਆ ਫਿਨਿਸ਼ਿੰਗ ਪ੍ਰਾਪਤ ਕਰ ਸਕਣ।
ਓਪਰੇਸ਼ਨ ਨੂੰ ਆਸਾਨ ਬਣਾਉਣ ਲਈ ਰਨਿੰਗ ਨੂੰ ਸਖ਼ਤ ਸਕ੍ਰੀਨ ਵਿੱਚ ਸੈੱਟ ਕੀਤਾ ਗਿਆ ਹੈ।ਸਾਡਾ ਔਨਲਾਈਨ ਟਰੈਕਿੰਗ ਸਿਸਟਮ ਆਸਾਨ ਕਾਰਵਾਈ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਬਹੁਤ ਵਧੀਆ ਫੰਕਸ਼ਨ ਹੈ.ਇਹ ਸਿਸਟਮ ਮਸ਼ੀਨ ਟੂਲ ਦੀ ਕੰਮ ਕਰਨ ਦੀ ਸਥਿਤੀ ਅਤੇ ਪੁਰਜ਼ਿਆਂ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਟਰੈਕ ਕਰਦਾ ਹੈ, ਤਾਂ ਜੋ ਕੂੜੇ ਦੇ ਉਤਪਾਦਨ ਅਤੇ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੇ ਨੁਕਸਾਨ ਤੋਂ ਬਚਣ ਲਈ ਸਮੇਂ ਵਿੱਚ ਅਨੁਕੂਲ ਹੋ ਸਕੇ।ਉਸੇ ਸਮੇਂ, ਸਟੀਲ ਪਾਈਪ ਦੇ ਅੰਦਰਲੇ ਮੋਰੀ ਦੇ ਵਿਆਸ ਦੀ ਇਕਸਾਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ,
ਟੱਚ ਸਕਰੀਨ ਇੱਕ ਲੰਬਕਾਰੀ ਢਾਂਚੇ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ ਅਤੇ ਇਸਨੂੰ 180 ਡਿਗਰੀ ਮੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ।ਜਦੋਂ ਮਸ਼ੀਨ ਟੂਲ ਵਿੱਚ ਕੋਈ ਨੁਕਸ ਆਉਂਦੀ ਹੈ ਤਾਂ ਟੱਚ ਸਕਰੀਨ ਆਪਣੇ ਆਪ ਹੀ ਅਲਾਰਮ ਵੱਜਦੀ ਹੈ।
ਨੁਕਸ ਹੇਠ ਲਿਖੇ ਹਨ (ਮਸ਼ੀਨ ਸੰਰਚਨਾ ਦੇ ਅਨੁਸਾਰ ਵੱਖ-ਵੱਖ ਹਵਾਲੇ ਦੇ ਤਰੀਕੇ ਹਨ):
1. ਮਸ਼ੀਨਿੰਗ ਮੋਡ ਅਲਾਰਮ ਨਹੀਂ ਚੁਣਿਆ ਗਿਆ ਹੈ 2. ਫੀਡ ਸ਼ੁਰੂਆਤੀ ਹਵਾਲਾ ਬਿੰਦੂ ਸੈੱਟ ਨਹੀਂ ਕੀਤਾ ਗਿਆ ਹੈ।
3. ਟਾਈਮਿੰਗ ਮੋਡ ਵਿੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਾਂ ਸੈੱਟ ਨਹੀਂ ਕੀਤਾ ਗਿਆ ਹੈ।4. ਮਸ਼ੀਨ ਦੀ ਉਤਪਤੀ ਜਾਂ ਪ੍ਰੋਸੈਸਿੰਗ ਰੇਂਜ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸੈੱਟ ਨਹੀਂ ਕੀਤੀ ਗਈ ਹੈ
5. ਅੰਨ੍ਹੇ ਮੋਰੀ ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗ ਪੂਰੀ ਨਹੀਂ ਹੈ 6. ਫੀਡ ਧੁਰੇ ਦੀ ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗ ਪੂਰੀ ਨਹੀਂ ਹੈ
7. ਸਪਿੰਡਲ ਪੈਰਾਮੀਟਰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸੈੱਟ ਨਹੀਂ ਕੀਤੇ ਗਏ ਹਨ 8 ਹਾਰਡਵੇਅਰ ਅਸਫਲਤਾ ਅਲਾਰਮ
10. ਸੁਰੱਖਿਆ
ਕੰਟਰੋਲ ਪੈਨਲ ਵਿੱਚ ਇੱਕ ਈ-ਸਟੌਪ ਬਟਨ ਹੈ, ਜਿਸ ਨੂੰ ਐਮਰਜੈਂਸੀ ਵਿੱਚ ਮਸ਼ੀਨ ਟੂਲ ਨੂੰ ਰੋਕਣ ਲਈ ਦਬਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।ਗਾਈਡ ਰੇਲ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਸਥਿਤੀ ਸੁਰੱਖਿਆ ਉਪਕਰਨਾਂ ਨਾਲ ਲੈਸ ਹਨ
ਓਪਰੇਟਰਾਂ ਦੀ ਸੁਰੱਖਿਆ ਲਈ ਮੁੱਖ ਸ਼ਾਫਟ ਨੂੰ ਇੱਕ ਸੁਰੱਖਿਆ ਕਵਰ ਨਾਲ ਸਥਾਪਿਤ ਕੀਤਾ ਗਿਆ ਹੈ।
ਕੰਟਰੋਲ ਪੈਨਲ ਆਮ ਨੁਕਸ ਜਾਣਕਾਰੀ:
1. ਮਸ਼ੀਨਿੰਗ ਮੋਡ ਅਲਾਰਮ ਨਹੀਂ ਚੁਣਿਆ ਗਿਆ ਹੈ 2. ਫੀਡ ਸ਼ੁਰੂਆਤੀ ਹਵਾਲਾ ਬਿੰਦੂ ਸੈੱਟ ਨਹੀਂ ਕੀਤਾ ਗਿਆ ਹੈ।
3. ਟਾਈਮਿੰਗ ਮੋਡ ਵਿੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਾਂ ਸੈੱਟ ਨਹੀਂ ਕੀਤਾ ਗਿਆ ਹੈ।4. ਮਸ਼ੀਨ ਦੀ ਉਤਪਤੀ ਜਾਂ ਪ੍ਰੋਸੈਸਿੰਗ ਰੇਂਜ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸੈੱਟ ਨਹੀਂ ਕੀਤੀ ਗਈ ਹੈ
5. ਅੰਨ੍ਹੇ ਮੋਰੀ ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗ ਪੂਰੀ ਨਹੀਂ ਹੈ 6. ਫੀਡ ਧੁਰੇ ਦੀ ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗ ਪੂਰੀ ਨਹੀਂ ਹੈ
7. ਸਪਿੰਡਲ ਪੈਰਾਮੀਟਰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸੈੱਟ ਨਹੀਂ ਕੀਤੇ ਗਏ ਹਨ 8 ਹਾਰਡਵੇਅਰ ਅਸਫਲਤਾ ਅਲਾਰਮ