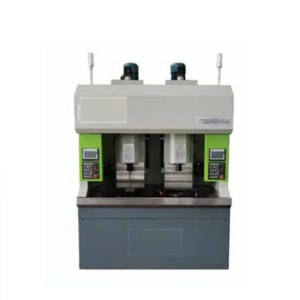
CNC पाईप क्षैतिज Honing मशीन


सीएनसी पाईप हॉरिझॉन्टल होनिंग मशीन लांब पाईप्ससाठी डिझाइन केले आहे, वेगवेगळ्या ग्राहकांना मदत करा ज्यांना छिद्रांमध्ये चांगले फिनिशिंग मिळवायचे आहे.हॉनिंग मशीन गोलाकार, सरळ, टेपर, फिनिशिंग रफनेस इत्यादी प्रक्रिया करू शकते.
1. स्ट्रक्चर होनिंग मशीन वेल्डेड आणि हीट ट्रीटमेंट स्टीलचा वापर करते ज्यामुळे होनिंग प्रक्रियेसाठी मजबूत आधार पुरवठा होतो.एकत्र केल्यानंतर, आम्ही उच्च-गुणवत्तेच्या काळ्या पेंटसह अँटी-रस्ट कोटिंग वापरू;डिग्रेझिंग, पृष्ठभाग समायोजन आणि फॉस्फेटिंग नंतर फवारणी केलेल्या मशीन टूलचे वरचे आवरण बनवा.रंग मोती पांढरा आहे (किंवा ग्राहकाच्या गरजेनुसार पेंट), मशीनला एक सुंदर देखावा, गुळगुळीत रेषा आणि आधुनिक अर्थ आहे.
2. स्पिंडल बॉक्स वेक्टर फ्रिक्वेंसी कन्व्हर्जन मोटरद्वारे चालविला जातो ज्यामध्ये मोठ्या प्रमाणात घट होण्याचे प्रमाण हार्ड-टूथ पृष्ठभाग गियर रिड्यूसर असते, जे स्थिर शक्ती प्राप्त करू शकते.
उच्च वेगाने उच्च टॉर्क आउटपुट, कटिंग फोर्समध्ये वाढ, आणि वेगवेगळ्या बोअर व्यास असलेल्या भागांसाठी योग्य स्पिंडल गती सेट करणे सोपे आहे.
स्पिंडल पॉवर 5.5Kw, वेग 5-250r/min.(पॉवर कटिंग क्षमतेवर आधारित आहे)
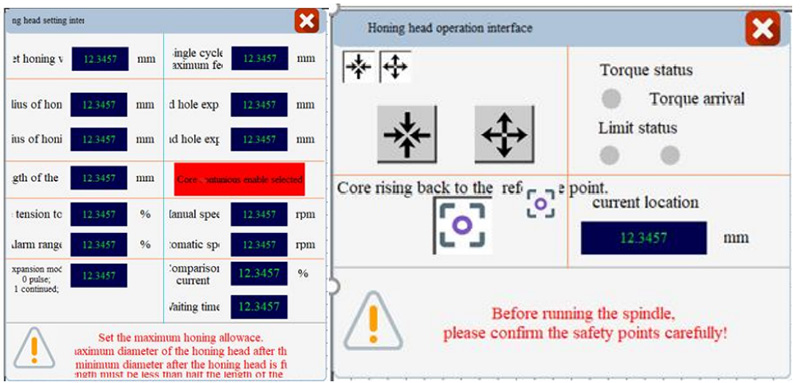
3. हेड फीड विस्तार प्रणालीचा सन्मान:
सर्वो मोटर फीडिंग: संपूर्ण फीडिंग युनिट हेडस्टॉकवर स्थापित केले आहे, आणि सर्वो मोटर विशेष हॉनिंग हेड विस्तार उपकरणाद्वारे वाढविली जाते.
होनिंग हेडचा स्वयंचलित विस्तार (याला फीडिंग देखील म्हणतात) लक्षात येते.हे उपकरण मुख्य शाफ्टसह समांतर जोडलेले आहे.संपूर्ण सिस्टीममध्ये सिंगल हॉनिंग हेड आहे, ज्यामध्ये एक मोठी हॉनिंग रेंज, हलके वजन आणि सेल्फ-लॉकिंग क्षमता आहे, जी उच्च अचूकता सुधारण्यास मदत करते.विस्तारित सर्वो मोटर पॉवर 400w;
फायदा: संपूर्ण मशीन विजेवर चालते.फीड युनिट 0.001-0.05 मिमी पासून सहजपणे समायोजित केले जाऊ शकते.
तीन फीडिंग मोड आहेत, खालील चित्र हेड विस्तार इंटरफेस honing टच स्क्रीन नियंत्रण दाखवते.
4. रेसिप्रोकेटिंग ट्रान्समिशन: सर्वो मोटर, प्लॅनेटरी रिड्यूसर आणि ट्रान्समिशन चेन एकत्र करून उच्च-सुस्पष्टता वेगवान रेसिप्रोकेटिंग मशीन संरचना तयार केली जाते.
सर्वो मोटर पॉवर 3.5KW.परस्पर गती 1-30m/min आहे.प्रभावी परस्पर लांबी 1.7m आहे.परस्पर लांबी सेटिंग नियंत्रण मंडळ
चेहरा खालीलप्रमाणे आहे:
5. कूलिंग सिस्टीम 100L/मिनिटाचा प्रवाह आहे, आणि honing ऑइल आउटपुट मोड:
कार्यक्षम साफसफाई आणि ग्राइंडिंगची कार्यक्षमता वाढवण्यासाठी स्टील पाईपच्या शेवटी हाय-फ्लो होनिंग ऑइल इंजेक्ट केले जाते.होनिंग तेल
टाकी क्षमता 200 लिटर, किंवा सानुकूलित
तेलाचे इंजेक्शन टच स्क्रीनद्वारे नियंत्रित केले जाते, जेणेकरून जेव्हा होनिंग हेड स्टीलच्या पाईपच्या दोन्ही टोकांना पोहोचते तेव्हा इंजेक्शन जेटिंग थांबवू शकते
वेगवेगळ्या सामग्री प्रक्रियेसाठी, आम्ही भिन्न फिल्टर सिस्टम पुरवू, उदाहरणार्थ, चुंबकीय धातूसाठी, आम्ही चुंबकीय विभाजक प्रणाली वापरू, नॉन-चुंबकीय सामग्रीसाठी, आम्ही पेपर फिल्टर सिस्टम किंवा प्रेशर पेपर फिल्टर निवडू शकतो.
6. होनिंग रॉड: आमच्याकडे 35-350 मिमी, किंवा सानुकूलित झाकण्यासाठी अनेक हॉनिंग हेड आहेत.उदाहरणार्थ मॉडेल
①MGC1532 प्रक्रिया भोक व्यास 38-58mm
②MGC1550 प्रक्रिया भोक व्यास 60-150mm
होनिंग रॉडच्या पृष्ठभागावर उच्च-फ्रिक्वेंसी क्वेंचिंग आणि नंतर दंडगोलाकार होनिंग केले जाते आणि पृष्ठभागाची समाप्ती Ra0.2um पर्यंत पोहोचते.
वर्कपीसच्या आतील छिद्रामुळे वर्कपीसच्या गुळगुळीतपणाचे नुकसान होणार नाही.स्पिंडल आणि तुकड्याच्या आतील छिद्राच्या एकाग्रतेची आपोआप भरपाई करण्यासाठी होनिंग रॉडची दोन्ही टोके सर्वत्र जोडलेली असतात.
7. स्टील ट्यूब व्ही-टाइप क्लॅम्प अमेरिकन सननेन डीप होल होनिंग मशीन प्रमाणेच आहे, क्लॅम्पिंग बाह्य व्यास 40-250 मिमी आहे, किंवा सानुकूलित आहे.

8. डीप होल होनिंग हेड्स: तुमच्या कंपनीच्या गरजेनुसार आवश्यक ग्राइंडिंग हेड प्रदान करा (खालील आकार उदाहरणे आहेत).

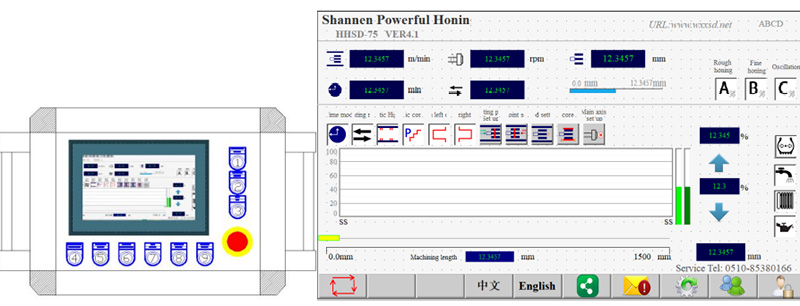
9. नियंत्रण प्रणाली: टच स्क्रीन + पीएलसी नियंत्रण वापरून, आमचे व्यावसायिक अभियंता होनिंग प्रक्रियेसाठी एक स्मार्ट सॉफ्टवेअर डिझाइन करतात.मशीन चालवताना, honing टूल्स, आवश्यक गती, reciprocation, फीड, कूलिंग, आणि इत्यादी सेट करणे सोपे आहे आणि ऑनलाइन प्रक्रियेचा मागोवा घेऊ शकतात, जेणेकरून ऑपरेटर नियंत्रित करू शकतील आणि आमच्या honing मशीनसह चांगले फिनिशिंग मिळवू शकतील.
ऑपरेशन सोपे करण्यासाठी धावणे कठीण स्क्रीनमध्ये सेट केले आहे.आमची ऑनलाइन ट्रॅकिंग प्रणाली सोपे ऑपरेशन साध्य करण्यासाठी खूप चांगले कार्य आहे.ही प्रणाली मशीन टूलच्या कामकाजाच्या स्थितीचा आणि भागांच्या अचूकतेचा मागोवा घेते, जेणेकरून कचरा निर्मिती आणि उपकरणांचे नुकसान टाळण्यासाठी वेळेत समायोजित केले जाऊ शकते.त्याच वेळी, स्टील पाईपच्या आतील छिद्राच्या व्यासाची सुसंगतता सुनिश्चित करण्यासाठी,
टच स्क्रीन उभ्या संरचनेचा अवलंब करते आणि 180 अंश वळवता येते.जेव्हा मशीन टूलमध्ये बिघाड होतो तेव्हा टच स्क्रीन आपोआप अलार्म वाजते.
दोष खालीलप्रमाणे आहेत (मशीन कॉन्फिगरेशननुसार भिन्न अवतरण पद्धती आहेत):
1. मशीनिंग मोड निवडलेला अलार्म नाही 2. फीड प्रारंभिक संदर्भ बिंदू सेट केलेला नाही.
3. टाइमिंग मोडमध्ये प्रक्रिया वेळ सेट केलेला नाही.4. मशीनची उत्पत्ती किंवा प्रक्रिया श्रेणी पूर्णपणे सेट केलेली नाही
5. ब्लाइंड होल पॅरामीटर सेटिंग पूर्ण नाही 6. फीड अक्षाची पॅरामीटर सेटिंग पूर्ण नाही
7. स्पिंडल पॅरामीटर्स पूर्णपणे सेट केलेले नाहीत 8 हार्डवेअर अपयश अलार्म
10. सुरक्षा
कंट्रोल पॅनलमध्ये ई-स्टॉप बटण आहे, जे आपत्कालीन परिस्थितीत मशीन टूल थांबवण्यासाठी दाबले जाऊ शकते.मार्गदर्शक रेल्वेच्या दोन्ही बाजू पोझिशन प्रोटेक्शन उपकरणांनी सुसज्ज आहेत
ऑपरेटरच्या संरक्षणासाठी मुख्य शाफ्टला संरक्षक कवच बसवले जाते.
नियंत्रण पॅनेल सामान्य दोष माहिती:
1. मशीनिंग मोड निवडलेला अलार्म नाही 2. फीड प्रारंभिक संदर्भ बिंदू सेट केलेला नाही.
3. टाइमिंग मोडमधील प्रक्रिया वेळ सेट केलेला नाही.4. मशीनची उत्पत्ती किंवा प्रक्रिया श्रेणी पूर्णपणे सेट केलेली नाही
5. ब्लाइंड होल पॅरामीटर सेटिंग पूर्ण नाही 6. फीड अक्षाची पॅरामीटर सेटिंग पूर्ण नाही
7. स्पिंडल पॅरामीटर्स पूर्णपणे सेट केलेले नाहीत 8 हार्डवेअर अपयश अलार्म