Хоризонтална машина за усовршување на ЦПУ цевки


CNC Pipe Horizontal Honing Machine е дизајниран за долги цевки, им помага на различни клиенти кои сакаат да добијат добра завршна обработка во дупките.Машината за усовршување може да обработи заобленост, права, конусна, завршна грубост и сл.
1. Машината за усовршување на структурата користи заварен и челик за термичка обработка за да добие силна структура за да обезбеди силна поддршка за обработка на усовршување.Откако ќе се склопиме, ќе користиме анти-рѓа слој со висококвалитетна црна боја;направете го горното куќиште на машинскиот алат испрскано по одмастување, подесување на површината и фосфатирање.Бојата е бисерно бела (или боја според барањата на купувачот), машината има прекрасен изглед, мазни линии и модерна смисла.
2. Кутијата со вретено е управувана од мотор за конверзија на векторска фреквенција со редуктор на запчаник на површината на тврди заби со голем сооднос на намалување, што може да постигне постојана моќност
Голем излез на вртежен момент при голема брзина, зголемена сила на сечење и лесно е да се постави правилната брзина на вретеното за делови со различни дијаметри на отворите.
Моќност на вретеното 5,5Kw, брзина 5-250r/min.(Моќноста се заснова на капацитетот за сечење)
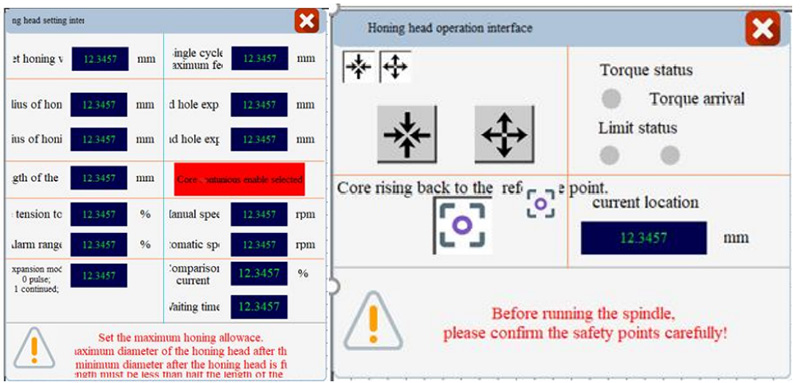
3. Систем за проширување на напојувањето на главата за усовршување:
Напојување на серво моторот: Целата единица за напојување е инсталирана на главата, а серво моторот се протега преку специјален уред за проширување на главата за брусење
Се реализира автоматското проширување (наречено и хранење) на главата за брусење.Овој уред е поврзан паралелно со главното вратило.Целиот систем има една глава за брусење, која има голем опсег на брусење, мала тежина и способност за самозаклучување, што помага да се подобри високата прецизност.Моќност на експандиран серво мотор 400w;
Предност: Целата машина се напојува со електрична енергија.Единицата за напојување може лесно да се прилагоди од 0,001-0,05 mm.
Постојат три режими на напојување, на сликата подолу е прикажан интерфејсот за проширување на главата со контрола на екранот на допир.
4. Клипен менувач: Серво моторот, планетарниот редуктор и синџирот на менувачот се комбинираат за да формираат високопрецизна брзо клипна машинска структура.
Моќност на серво моторот 3,5KW.Брзината на движење е 1-30 m/min.Ефективната клипна должина е 1,7 m.Контролен круг за подесување на должина на клип
Лицето е како што следува:
5. Системот за ладење е проток од 100 л/мин, а режимот на излез на масло за усовршување:
Маслото за брусење со висок проток се вбризгува во крајот на челичната цевка за да се постигне ефикасно чистење и да се зголеми ефикасноста на мелење.Масло за усовршување
Капацитет на резервоарот 200 литри, или прилагоден
Вбризгувањето на маслото се контролира со екранот на допир, така што вбризгувањето може да престане да истекува кога главата за брусење ќе стигне до двата краја на челичната цевка
За различна обработка на материјали, ние би снабдувале различен систем за филтрирање, на пример, за магнетниот метал, би користеле магнетен сепараторски систем, за не-магнетен материјал, би можеле да избереме систем за филтер за хартија или хартиен филтер под притисок.
6. Шипка за усовршување: Имаме многу глави за усовршување за покривање 35-350 mm, или прилагодени.На пример модел
①MGC1532 дијаметар на дупка за обработка 38-58mm
②MGC1550 дупка за обработка со дијаметар 60-150мм
Површината на брусната шипка е подложена на високофреквентно гаснење, а потоа цилиндрично брусење, а завршната површина достигнува Ra0,2um.
Внатрешната дупка на работното парче нема да ја оштети мазноста на работното парче.Двата краја на брусната шипка се универзално поврзани за автоматско компензирање на вретеното и концентричноста на внатрешната дупка на парчето.
7. Стегачот од челична цевка V-тип е иста како и американската машина за усовршување на длабоки дупки Sunnen, надворешниот дијаметар на стегање е 40-250 mm или прилагоден.

8. Глави за брусење со длабоки дупки: обезбедете ја потребната глава за мелење според потребите на вашата компанија (подолу се облиците на примерот).

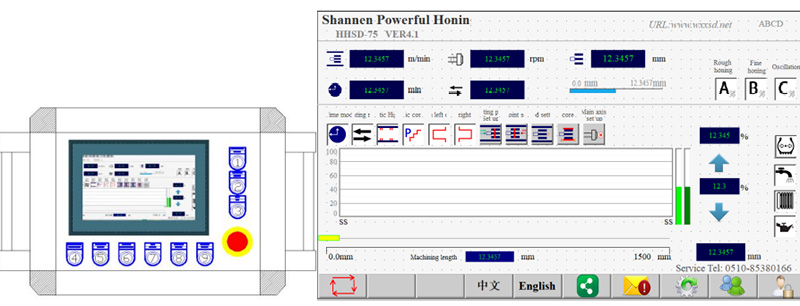
9. Контролен систем: со користење на екран на допир + PLC контрола, нашиот професионален инженер дизајнира еден паметен софтвер за обработка на усовршување.Кога ракувате со машината, алатките за брусење, потребната брзина, реципроцитет, напојување, ладење итн. лесно се поставуваат и ја следат обработката преку Интернет, така што операторите ќе ја контролираат и ќе добијат добра завршна обработка со нашата машина за блескање.
Работењето е поставено на цврст екран за да се олесни работењето.Нашиот онлајн систем за следење е многу добра функција за да се постигне лесно ракување.Овој систем го следи работниот статус на машинскиот алат и точноста на деловите, за да се прилагоди навреме за да се избегне создавање отпад и оштетување на опремата.Во исто време, со цел да се обезбеди конзистентност на дијаметарот на внатрешната дупка на челичната цевка,
Екранот на допир има вертикална структура и може да се сврти за 180 степени.Екранот на допир автоматски алармира кога машинската алатка ќе наиде на дефект.
Грешките се следните (постојат различни методи на цитат според конфигурацијата на машината):
1. Режимот на обработка не е избран аларм 2. Почетната референтна точка за напојување не е поставена.
3. Времето на обработка во режимот на тајминг не е поставено.4. Потеклото на машината или опсегот на обработка не се целосно поставени
5. Поставувањето на параметарот за слепата дупка не е завршено 6. Поставувањето на параметарот на оската за довод не е целосно
7. Параметрите на вретеното не се целосно поставени 8 Аларм за дефект на хардверот
10. Безбедност
Контролната табла има копче за е-стоп, кое може да се притисне за да се запре машинската алатка во итен случај.Двете страни на водечката шина се опремени со уреди за заштита на положбата
Главното вратило е инсталирано со заштитен капак за заштита на операторите.
Информации за вообичаени дефекти на контролната табла:
1. Режимот на обработка не е избран аларм 2. Почетната референтна точка за напојување не е поставена.
3. Времето на обработка во режимот на тајминг не е поставено.4. Потеклото на машината или опсегот на обработка не се целосно поставени
5. Поставувањето на параметарот за слепата дупка не е завршено 6. Поставувањето на параметарот на оската за довод не е целосно
7. Параметрите на вретеното не се целосно поставени 8 Аларм за дефект на хардверот