מכונת חידוד אופקי צינור CNC


מכונת השחזה אופקית של צינורות CNC מיועדת לצינורות ארוכים, לעזור ללקוחות שונים שרוצים לקבל גימור טוב בחורים.מכונת חידוד יכולה לעבד עגולות, ישרות, מתחדדות, חספוס גימור וכו'.
1. מכונת חידוד המבנה משתמשת בפלדה מרותכת וטיפול בחום כדי לקבל מבנה חזק כדי לספק תמיכה חזקה לעיבוד השחזה.לאחר ההרכבה, נשתמש בציפוי נגד חלודה עם צבע שחור איכותי;להפוך את המעטפת העליונה של כלי המכונה מרוסס לאחר הסרת שומנים, התאמת פני השטח ופוספטציה.הצבע לבן פנינה (או צבע לפי דרישת הלקוח), למכונה מראה יפה, קווים חלקים וחוש מודרני.
2. תיבת הציר מונעת על ידי מנוע המרת תדר וקטור עם יחס הפחתה גדול עם מפחית הילוכים משטח שן קשיח, שיכול להשיג כוח קבוע
תפוקת מומנט גבוהה במהירות גבוהה, כוח חיתוך מוגבר, וקל להגדיר את מהירות הציר הנכונה עבור חלקים בעלי קוטר קדח שונה.
כוח ציר 5.5Kw, מהירות 5-250r/min.(הכוח מבוסס על יכולת חיתוך)
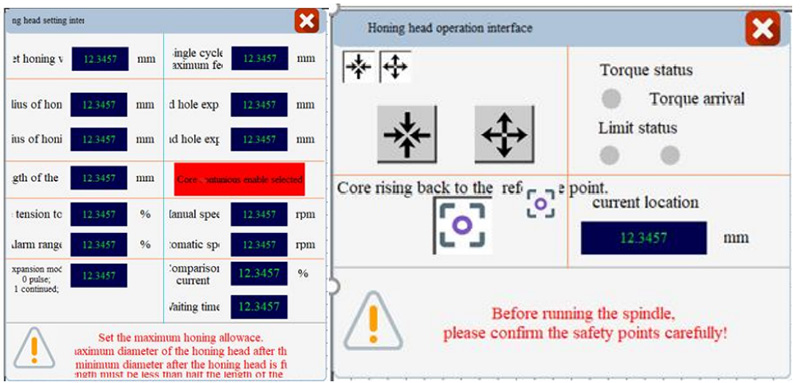
3. מערכת הרחבת הזנת ראש חידוד:
הזנת מנוע סרוו: יחידת ההזנה כולה מותקנת על העמוד הראשי, ומנוע הסרוו מורחב באמצעות התקן הרחבת ראש השחזה מיוחד
ההרחבה האוטומטית (הנקראת גם האכלה) של ראש ההשחזה מתממשת.מכשיר זה מחובר במקביל לפיר הראשי.לכל המערכת יש ראש השחזה בודד, בעל טווח חידוד גדול, משקל קל ויכולת נעילה עצמית, המסייע לשיפור הדיוק הגבוה.כוח מנוע סרוו מורחב 400w;
יתרון: כל המכונה מופעלת בחשמל.ניתן לכוונן בקלות את יחידת ההזנה בין 0.001-0.05 מ"מ.
ישנם שלושה מצבי הזנה, התמונה למטה מציגה את ממשק הרחבת ראש השחזה של בקרת מסך המגע.
4. תיבת הילוכים הדדית: מנוע הסרוו, המפחית הפלנטרי ושרשרת ההילוכים משולבים ליצירת מבנה מכונה הדדית מהירה בדיוק גבוהה.
הספק מנוע סרוו 3.5KW.המהירות ההדדית היא 1-30 מטר לדקה.אורך ההדדיות האפקטיבי הוא 1.7 מ'.מעגל בקרת הגדרת אורך הדדי
הפנים הם כדלקמן:
5. מערכת הקירור היא זרימה של 100 ליטר/דקה, ומצב תפוקת שמן השחזה:
שמן השחזה בזרימה גבוהה מוזרק לקצה צינור הפלדה כדי להשיג ניקוי יעיל ולמקסם את יעילות השחזה.שמן השחזה
קיבולת מיכל 200 ליטר, או בהתאמה אישית
הזרקת השמן נשלטת על ידי מסך המגע, כך שההזרקה יכולה להפסיק להזיל כאשר ראש השחזה מגיע לשני קצוות צינור הפלדה
עבור עיבוד חומרים שונים, היינו מספקים מערכת סינון שונה, למשל, עבור המתכת המגנטית, נשתמש במערכת מפריד מגנטי, עבור חומר לא מגנטי, נוכל לבחור מערכת סינון נייר או מסנן נייר לחץ.
6. מוט השחזה: יש לנו הרבה ראשי השחזה לכיסוי 35-350 מ"מ, או בהתאמה אישית.למשל דגם
①MGC1532 קוטר חור עיבוד 38-58 מ"מ
②MGC1550 קוטר חור עיבוד 60-150 מ"מ
פני השטח של מוט ההשחזה נתונים לכיבוי בתדירות גבוהה ולאחר מכן לליטוש גלילי, וגימור פני השטח מגיע ל-Ra0.2um.
החור הפנימי של חומר העבודה לא יפגע בהחלקה של חומר העבודה.שני הקצוות של מוט ההשחזה מחוברים באופן אוניברסלי כדי לפצות אוטומטית על הציר ועל הריכוזיות של החור הפנימי של היצירה.
7. מהדק צינור הפלדה מסוג v זהה למכונת השחזה של חורים עמוקים Sunnen האמריקאית, קוטר ההידוק החיצוני הוא 40-250 מ"מ, או מותאם אישית.

8. ראשי חידוד חורים עמוקים: ספק את ראש השחזה הנדרש בהתאם לצרכי החברה שלך (להלן צורות של הם הדוגמה).

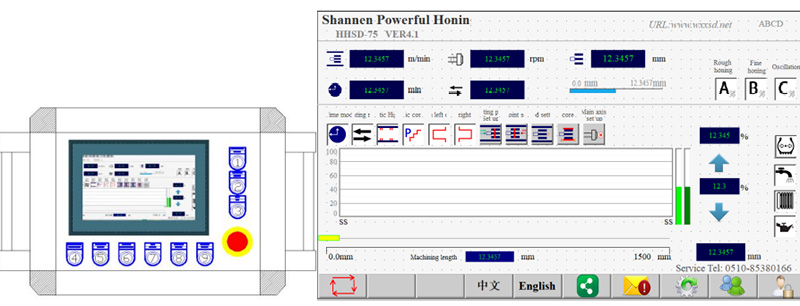
9. מערכת בקרה: באמצעות מסך מגע + בקרת PLC, המהנדס המקצועי שלנו מעצב תוכנה חכמה אחת לעיבוד חידוד.בעת הפעלת המכונה, קל להגדיר את כלי ההשחזה, המהירות הנדרשת, ההדדיות, ההזנה, הקירור וכו', ולעקוב אחר העיבוד באופן מקוון, כך שהמפעילים ישלטו ויקבלו גימור טוב עם מכונת ההשחזה שלנו.
הריצה מוגדרת במסך קשיח כדי להקל על התפעול.מערכת המעקב המקוונת שלנו היא פונקציה טובה מאוד כדי להשיג פעולה קלה.מערכת זו עוקבת אחר מצב העבודה של כלי המכונה והדיוק של החלקים, כדי להתאים בזמן כדי למנוע ייצור פסולת ונזק לציוד.יחד עם זאת, על מנת להבטיח את העקביות של קוטר החור הפנימי של צינור הפלדה,
מסך המגע מאמץ מבנה אנכי וניתן לסובב אותו 180 מעלות.מסך המגע מתריע אוטומטית כאשר הכלי נתקל בתקלה.
התקלות הן הבאות (ישנן שיטות שונות להצעת מחיר בהתאם לתצורת המכונה):
1. מצב העיבוד לא נבחר אזעקה 2. נקודת ההתייחסות הראשונית של ההזנה לא מוגדרת.
3. זמן העיבוד במצב תזמון אינו מוגדר.4. מקור המכונה או טווח העיבוד אינם מוגדרים לחלוטין
5. הגדרת פרמטר החור העיוור לא הושלמה 6. הגדרת הפרמטר של ציר ההזנה לא הושלמה
7. פרמטרי הציר אינם מוגדרים לחלוטין. 8 אזעקת כשל בחומרה
10. אבטחה
ללוח הבקרה יש לחצן עצירה חשמלית, שניתן ללחוץ עליו כדי לעצור את כלי המכונה במקרה חירום.שני הצדדים של מסילת ההדרכה מצוידים בהתקני הגנה על מיקום
הפיר הראשי מותקן עם כיסוי מגן כדי להגן על המפעילים.
מידע על תקלות נפוצות בלוח הבקרה:
1. מצב העיבוד לא נבחר אזעקה 2. נקודת ההתייחסות הראשונית של ההזנה לא מוגדרת.
3. זמן העיבוד במצב תזמון אינו מוגדר.4. מקור המכונה או טווח העיבוד אינם מוגדרים לחלוטין
5. הגדרת פרמטר החור העיוור לא הושלמה 6. הגדרת הפרמטר של ציר ההזנה לא הושלמה
7. פרמטרי הציר אינם מוגדרים לחלוטין. 8 אזעקת כשל בחומרה










