CNC Pipe Horizontal Honing Machine


A na-emepụta CNC Pipe Horizontal Honing Machine maka ogologo ọkpọkọ, nyere ndị ahịa dị iche iche aka na-achọ imecha nke ọma na oghere.Igwe na-enye nkwanye ùgwù nwere ike hazie okirikiri, kwụ ọtọ, taper, imecha ihe ike na wdg.
1. The Ọdịdị honing igwe eji welded na okpomọkụ ọgwụgwọ ígwè iji nweta ike Ọdịdị na-enye nkwado siri ike maka honing nhazi.Mgbe anyị gbakọtara, anyị ga-eji mkpuchi mgbochi nchara na agba ojii dị elu;mee ka ihe mkpuchi elu nke igwe na-efesa ngwa ngwa mgbe emechara, nhazi elu na phosphating.Agba bụ Pearl ọcha (ma ọ bụ agba dị ka ihe ndị ahịa chọrọ), igwe ahụ nwere ọdịdị mara mma, ahịrị dị larịị na nghọta ọgbara ọhụrụ.
2. The spindle igbe na-chụpụrụ site a vector ugboro ntụgharị moto na nnukwu mbelata ruru ike-eze elu gia reducer, nke nwere ike nweta mgbe niile ike.
Mmepụta torque dị elu na oke ọsọ, ike ịbelata ike na-abawanye, ma ọ dị mfe ịtọ ọsọ spindle ziri ezi maka akụkụ nwere dayameta dị iche iche.
Ike spindle 5.5Kw, ọsọ 5-250r/min.(Ike dabere na ike ịkpụ)
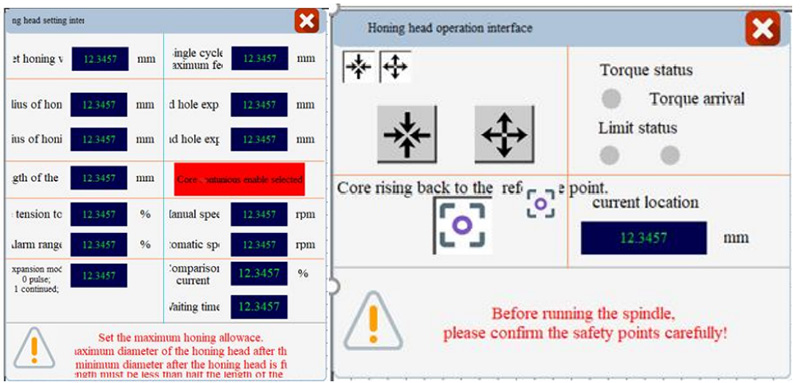
3. Honing isi nri mgbasawanye usoro:
Nri moto Servo: A na-etinye ngalaba nri niile n'isi, a na-agbatịkwa moto servo site na ngwaọrụ mgbasawanye isi honing pụrụ iche.
A na-enweta mgbasawanye akpaka (nke a na-akpọkwa nri) nke isi honing.Ejikọtara ngwaọrụ a n'otu n'otu na ogwe isi.Usoro dum nwere otu isi honing , nke nwere nnukwu honing nso, ịdị arọ dị arọ na ike ijide onwe ya, nke na-enyere aka imeziwanye ihe dị elu.Mgbasawanye servo moto ike 400w;
Uru: Igwe ọkụ eletrik na-arụ ọrụ niile.Enwere ike idozi nkeji nri ngwa ngwa site na 0.001-0.05mm.
Enwere ụdị nri atọ, foto dị n'okpuru na-egosi njikwa ihuenyo mmetụ honing isi mgbasawanye.
4. Ntugharị na-emegharịghachi: A na-ejikọta moto servo, onye na-ebelata mbara ala na agbụ nnyefe iji mepụta nhazi igwe dị elu nke ọma.
Servo moto ike 3.5KW.Ntugharị ọsọ bụ 1-30m / min.Ogologo ntụgharị dị irè bụ 1.7m.okirikiri njikwa ntọala ogologo na-atụgharị
Ihu dị ka nke a:
5. The jụrụ usoro bụ eruba nke 100L / min, na honing mmanụ mmepụta mode:
A na-agbanye mmanụ honing dị elu n'ime njedebe nke ọkpọkọ ígwè iji nweta ihicha nke ọma ma mee ka ọ dịkwuo mma.Mmanụ na-asọpụrụ
Tank ikike 200 lita, ma ọ bụ ahaziri
A na-ejikwa ihuenyo mmetụ ahụ na-achịkwa injection mmanụ, nke mere na injection nwere ike ịkwụsị jetting Mgbe isi honing ruru nsọtụ abụọ nke ọkpọkọ ígwè.
Maka nhazi ihe dị iche iche, anyị ga-enye usoro nzacha dị iche iche, dịka ọmụmaatụ, maka metal magnetik, anyị ga-eji usoro ihe nkesa magnetik, maka ihe na-abụghị magnetik, anyị nwere ike ịhọrọ usoro nzacha akwụkwọ ma ọ bụ nzacha akwụkwọ nrụgide.
6. Honing mkpara: Anyị nwere ọtụtụ honing isi kpuchie 35-350mm , ma ọ bụ ahaziri .Dịka ọmụmaatụ
①MGC1532 nhazi oghere dayameta 38-58mm
②MGC1550 nhazi oghere dayameta 60-150mm
A na-edobe elu nke mkpanaka honing na-emenyụ ugboro ugboro na mgbe ahụ cylindrical honing, na n'elu imecha rute Ra0.2um.
Oghere dị n'ime nke workpiece agaghị emebi ire ụtọ nke workpiece.A na-ejikọta akụkụ abụọ nke mkpanaka honing na-akpaghị aka na-akwụghachi spindle na concentricity nke oghere dị n'ime nke ibe ahụ.
7. The ígwè tube v-ụdị mwekota bụ otu ihe ahụ dị ka American Sunnen miri oghere honing igwe, na clamping elu dayameta bụ 40-250mm, ma ọ bụ ahaziri .

8. Deep oghere honing isi: nye chọrọ egweri isi dị ka gị ụlọ ọrụ mkpa (n'okpuru shapes nke bụ ihe atụ).

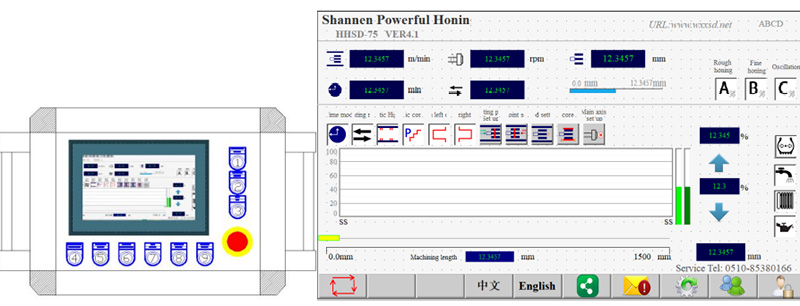
9. Njikwa usoro: iji ihuenyo mmetụ + PLC akara, anyị ọkachamara engineer chepụta otu smart software maka honing nhazi.Mgbe ị na-arụ ọrụ igwe, ngwaọrụ honing, ọsọ achọrọ, nkwụghachi ụgwọ, nri, jụrụ oyi, na ihe ndị ọzọ dị mfe ịtọ, na soro nhazi online , nke mere na ndị na-arụ ọrụ ga-ejikwa ma nweta mmecha nke ọma na igwe honing anyị.
A na-edozi ọsọ ahụ na ihuenyo siri ike iji mee ka ọrụ dị mfe.Usoro nleba anya n'ịntanetị bụ ezigbo ọrụ iji nweta ọrụ dị mfe.Usoro a na-eso ọnọdụ arụ ọrụ nke ngwá ọrụ igwe na izi ezi nke akụkụ ahụ, ka ọ gbanwee n'oge iji zere ịmepụta ihe mkpofu na mmebi akụrụngwa.N'otu oge ahụ, iji hụ na nkwụsi ike nke dayameta nke oghere dị n'ime nke ọkpọ ígwè,
Ihuenyo mmetụ ahụ na-anabata usoro kwụ ọtọ ma nwee ike ịtụgharị ogo 180.Ihuenyo mmetụ ahụ na-eti mkpu na-akpaghị aka mgbe ngwaọrụ igwe zutere mmejọ.
Mmejọ ndị a na-eso (enwere usoro ngụ dị iche iche dịka nhazi igwe si dị):
1. The machining mode na-ahọrọghị oti mkpu 2. A naghị edobe ebe ntụaka mbido nri.
3. Oge nhazi oge na ọnọdụ oge adịghị edozi.4. A naghị edozi mmalite igwe ma ọ bụ nhazi nhazi kpamkpam
5. Ntọala paramita oghere kpuru ìsì ezughị ezu 6. Ntọala paramita nke axis nri adịghị ezu
7. Spindle parameters na-adịghị zuru ezu 8 Hardware ọdịda mkpu
10. Nchekwa
Ogwe njikwa nwere bọtịnụ e-stop, nke nwere ike ịpị iji kwụsị ngwa igwe na mberede.Akụkụ abụọ nke okporo ụzọ nduzi nwere ngwaọrụ nchebe ọnọdụ
A na-etinye ihe mkpuchi isi na mkpuchi nchebe iji chebe ndị na-arụ ọrụ .
Ogwe njikwa ozi mmejọ nkịtị:
1. The machining mode na-ahọrọghị oti mkpu 2. A naghị edobe ebe ntụaka mbido nri.
3. Oge nhazi oge na ọnọdụ oge adịghị edozi.4. A naghị edozi mmalite igwe ma ọ bụ nhazi nhazi kpamkpam
5. Ntọala paramita oghere kpuru ìsì adịghị ezu 6. Ntọala paramita nke axis nri adịghị ezu
7. Spindle parameters na-adịghị zuru ezu 8 Hardware ọdịda mkpu