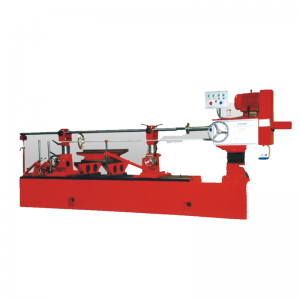
ચોકસાઇ CNC બોરિંગ મશીન



ઝાંખી
1, આ મશીન ઠંડા દોરેલા પાઈપો અથવા હોટ રોલ્ડ પાઈપો માટે ડિઝાઇન કરવામાં આવ્યું છે, જેમાં કંટાળાજનક, સ્ક્રેપિંગ અને રોલિંગ સાથે આંતરિક વ્યાસ પર પ્રક્રિયા કરવા માટે સારી સચોટતા અને સરસ સપાટીને પૂર્ણ કરી શકાય છે.ઠંડા દોરેલા પાઈપો 27 SiMn, 30CrMnSi, 42CrMn છે.હોટ-રોલ્ડ પાઈપોને શાંત કરી શકાય છે અને ટેમ્પર કરી શકાય છે કે નહીં ,કોલ્ડ-ડ્રોન સ્ટીલ પાઈપ કોલ્ડ-ડ્રો (હાર્ડ) સ્ટેટ અથવા સ્ટ્રેસ-રિલીવ એન્નીલ સ્ટેટ છે.
2, કાર્યો
2,1 સ્પેશિયલ પાઇપ ફિક્સર રફ બોરિંગ પ્રોસેસિંગમાં બોરિંગ હેડના પરિભ્રમણ દરમિયાન પાઈપોને વળાંક લે છે, છિદ્રોમાં સીધી રીતે રફ મશીનિંગ માટે.
2.2 ખાસ પાઇપ ફિક્સ્ચર ટેક પાઇપ્સ ટર્નિંગ, બોરિંગ એક્સ્ટેંશન બાર સ્થિર રાખે છે, હાઇડ્રોલિક બોરિંગ રોલિંગ ટૂલ્સ સરસ ચોકસાઈ, સીધી અને વગેરે મેળવવા માટે સારી પ્રક્રિયા કરે છે.
2.3 સ્પેશિયલ પાઇપ ફિક્સર પાઇપને સ્થિર રાખે છે, બોરિંગ બાર ફેરવે છે, સારી ફિનિશિંગ મેળવવા માટે પાઈપોને રોલ કરવા માટે બોરિંગ રોલિંગ ટૂલ્સનો ઉપયોગ કરે છે.
પાત્રો
CNC બોરિંગ મશીનની મુખ્ય વિશેષતાઓમાં ઉચ્ચ પ્રોસેસિંગ કાર્યક્ષમતા, સ્થિર કામગીરી, બુદ્ધિશાળી અને સરળ CNC ઓપરેટિંગ સિસ્ટમ, સુંદર દેખાવ, એકીકૃત અને વ્યવસ્થિત દેખાવ અને તેલના છાંટા અને લિકેજ સામે બહેતર પર્યાવરણીય સંરક્ષણ પગલાં છે.
સાધનોમાં વર્કપીસ અને ટૂલની નીચેની ત્રણ સંયુક્ત ક્રિયાઓ છે: 1), વર્કપીસ અને ટૂલ એક જ સમયે ફરે છે.2) વર્કપીસ નિશ્ચિત છે અને સાધન ફરે છે.3) વર્કપીસ ફેરવવામાં આવે છે અને સાધન નિશ્ચિત છે.રફ મશીનિંગમાં પુશ બોરિંગ માટે રફ બોરિંગ હેડનો ઉપયોગ થાય છે, અને સ્ક્રેપિંગ + રોલિંગ (હાઈડ્રોલિક અથવા ન્યુમેટિક) ની સંયુક્ત ટૂલ મશીનિંગ પ્રક્રિયાનો ઉપયોગ ફિનિશિંગમાં થાય છે, જે હોટ-રોલ્ડ સ્ટીલ પાઈપોના રફ મશીનિંગમાં ગંભીર વિચલનને અસરકારક રીતે ઉકેલે છે અને ડીપ. ઠંડા દોરેલા સ્ટીલ પાઈપોમાં છિદ્રો.સમાપ્ત થયા પછી નબળી સીધીતાની ઘટના.
ઝડપી સ્ક્રેપિંગ અને રોલિંગ પછી, ચોકસાઇ IT7-8 સ્તર સુધી પહોંચી શકે છે, સપાટીની ખરબચડી Ra0.1-0.2μm સુધી પહોંચી શકે છે, સાથે
ઓટોમેટિક ટૂલ વિસ્તરણ અને સંકોચન નિયંત્રણ મોડ્યુલથી સજ્જ મશીન ટૂલ, સારી ફિનિશિંગ મેળવવા માટે સમર્પિત કોરિયન-શૈલી ન્યુમેટિક અને જર્મન-શૈલી હાઇડ્રોલિક ટૂલ વિસ્તરણ અને રીટ્રેક્શન સિસ્ટમ.શ્રેષ્ઠ સ્ક્રેપિંગ અને રોલિંગ મશીનિંગ ભથ્થું વ્યાસ દિશામાં 0.5-10mm છે).
TGK શ્રેણીના મશીન ટૂલ્સ જર્મન SIEMENS 808D ન્યુમેરિકલ કંટ્રોલ સિસ્ટમથી સજ્જ છે;વર્કપીસ ફરતી સ્પિન્ડલ બોક્સ સ્ટેપલેસ સ્પીડ રેગ્યુલેશન સાથે સ્પિન્ડલ સર્વો મોટર દ્વારા ચલાવવામાં આવે છે, બોરિંગ બાર સ્પિન્ડલ બોક્સ સ્ટેપલેસ સ્પીડ રેગ્યુલેશન સાથે સ્પિન્ડલ સર્વો મોટર દ્વારા ચલાવવામાં આવે છે, અને સ્પિન્ડલ બેરિંગ ઉચ્ચ પરિભ્રમણ સચોટતા સાથે ઉચ્ચ-ચોકસાઇવાળા બેરિંગને અપનાવે છે.ફીડ બોક્સ સ્ટેપલેસ સ્પીડ રેગ્યુલેશન સાથે એસી સર્વો મોટર દ્વારા ચલાવવામાં આવે છે;બેડ બોડી ઉચ્ચ-ગુણવત્તાવાળા કાસ્ટ આયર્નથી બનેલી છે, અને ડબલ-ફ્લેટ માર્ગદર્શિકા રેલ્સ મશીન ટૂલની એકંદર કઠોરતા અને સારી દિશા સુનિશ્ચિત કરે છે, અને તેની આસપાસ રક્ષણાત્મક માળખાં છે.શીતકની સ્વચ્છ પુનઃપ્રાપ્તિ અને પુનઃઉપયોગની સંપૂર્ણ ખાતરી કરવા માટે મશીન ટૂલ ઓટોમેટિક ચિપ કન્વેયર, મેગ્નેટિક સેપરેટર, પેપર ફિલ્ટર વગેરેથી સજ્જ છે અને ફિલ્ટરેશનની ચોકસાઈ 30 μm સુધી પહોંચી શકે છે.
ટેક્નોલોજી પેરામીટર્સ
| NO | વસ્તુઓ | પરિમાણો |
| 1 | કંટાળાજનક લંબાઈ શ્રેણી | 2000-1200mm અથવા કસ્ટમ |
| 2 | રોલ ફિક્સર ક્લેમ્પિંગ શ્રેણી | 40-350mm અથવા કસ્ટમ |
| 3 | રીંગ ફિક્સર ક્લેમ્પિંગ શ્રેણી | 50-330mm અથવા કસ્ટમ |
| 4 | માર્ગદર્શિકા રેલ્સની પહોળાઈ | 650 મીમી |
| 5 | સ્પિન્ડલ કેન્દ્ર ઊંચાઈ | 400 મીમી |
| 6 | હેડસ્ટોક મોટર | 75KW, મોટર સર્વ કરો |
| 7 | હેડસ્ટોક પરિભ્રમણ ઝડપ | 90-500r/મિનિટ |
| 8 | હેડસ્ટોક સ્પિન્ડલ ડાયા | ≥280 મીમી |
| 9 | કંટાળાજનક સાધનોની મોટર | 55KW, મોટર સર્વ કરો |
| 10 | કંટાળાજનક સાધનોની પરિભ્રમણ ગતિ | 100~1000r/મિનિટ, સ્ટેપલેસ એડજસ્ટમેન્ટ |
| 11 | ફીડિંગ મોટર | 27Nm |
| 12 | ખોરાક આપવાની ઝડપ | 5-3000mm/min, સ્ટેપલેસ એડજસ્ટમેન્ટ |
| 13 | એપ્રોન ખસેડવાની ગતિ | 3000 મીમી/મિનિટ |
| 14 | નિયંત્રણ સિસ્ટમ | સિમેન્સ 808D |
| 15 | હાઇડ્રોલિક પંપ મોટર | N=1.5kW,n=1440r/min |
| 16 | કૂલિંગ પંપ મોટર | N=5.5kW, 3 સેટ |
| 17 | શીતક રેટેડ દબાણ | 0.5MPa |
| 18 | શીતક સિસ્ટમ પ્રવાહ | 340 એલ/મિનિટ |
| 19 | પરિમાણ | 14000mm*3500mm*1700mm |
| 20 | વીજ પુરવઠો | 380V, 50HZ, 3ફેઝ |
| 21 | વર્કશોપ | કાર્યકારી વાતાવરણનું તાપમાન: 0 - 45℃સાપેક્ષ ભેજ: ≤85% |
મહત્વપૂર્ણ તત્વોના વર્ણન
1, મશીન માળખું
બેડ ડબલ લંબચોરસ ફ્લેટ માર્ગદર્શિકા રેલ માળખું અપનાવે છે, અને માર્ગદર્શિકા રેલની પહોળાઈ 650mm છે.બેડ એ મશીન ટૂલનો મૂળભૂત ભાગ છે, અને તેની કઠોરતા સમગ્ર મશીન ટૂલની કાર્યકારી કામગીરી અને કાર્યકારી ચોકસાઈને સીધી અસર કરે છે.મશીન બેડ રેઝિન રેતીથી બનેલો છે, ઉચ્ચ-ગુણવત્તાવાળા કાસ્ટ આયર્ન HT300 સાથે કાસ્ટ, વૃદ્ધ સારવાર, સારા દેખાવ અને શક્તિ સાથે, વાજબી પાંસળી પ્લેટ લેઆઉટ, Π-આકારની રિઇન્ફોર્સિંગ પાંસળી બેડને ઉત્તમ કઠોરતા, કંપન પ્રતિકાર અને વિભાગને પ્રતિરોધક બનાવે છે. વિકૃતિ..બેડની બહારની બાજુ રિફ્લો ટાંકી વડે કાસ્ટ કરવામાં આવે છે, અને તેની આસપાસ એક રક્ષણાત્મક કવર સ્થાપિત કરવામાં આવે છે, જેમાં દેખાવનું સારું રક્ષણ હોય છે અને તેલ લિકેજ થતું નથી.તે અસરકારક રીતે કટીંગ પ્રવાહી એકત્રિત કરી શકે છે અને પુનઃઉપયોગ માટે થોડો બેકફ્લો કેન્દ્રિત કરી શકે છે.બેડ સ્પ્લિટ સ્પ્લિસિંગ સ્ટ્રક્ચર અપનાવે છે, ગાઈડ રેલ મધ્યવર્તી ફ્રીક્વન્સી ક્વેન્ચિંગ અપનાવે છે, ક્વેન્ચિંગ લેયર 3-5mm છે અને સપાટીની કઠિનતા HRC45-52 છે.માર્ગદર્શિકા રેલ ગ્રાઇન્ડર ચોકસાઇ ગ્રાઉન્ડ છે, જે મશીન ટૂલને સારી વસ્ત્રો પ્રતિકાર અને ચોકસાઇ જાળવી રાખે છે.સ્પ્લિટ સ્પ્લિસિંગ માળખું વાજબી છે અને તે તેલ લિકેજનું કારણ નથી.
2, હેડસ્ટોક (મોટા છિદ્રો, સ્પિન્ડલના આંતરિક છિદ્રમાં ચિપ દૂર કરવી)
વર્કપીસ ફરતી હેડસ્ટોક મુખ્યત્વે વર્કપીસને ફેરવવા માટે ચલાવે છે અને તે મશીન ટૂલના ડાબા છેડે નિશ્ચિત છે.વર્કપીસ ફરતી હેડસ્ટોકની ડ્રાઇવ મોટર સર્વો સ્પિન્ડલ મોટરને અપનાવે છે.ઝડપ શ્રેણી 90-500r/મિનિટ છે.હેડસ્ટોક થ્રુ-સ્પિન્ડલ માળખું અપનાવે છે.મુખ્ય શાફ્ટનો આગળનો છેડો શંક્વાકાર ડિસ્ક સાથે સ્થાપિત થયેલ છે, અને મુખ્ય શાફ્ટનો પાછળનો છેડો ચિપ ડિસ્ચાર્જ પાઇપ સાથે સ્થાપિત થયેલ છે.મશીનિંગ દરમિયાન, કટીંગ તેલને લોખંડની ચિપ્સથી વીંટાળવામાં આવે છે અને મુખ્ય શાફ્ટના આંતરિક છિદ્ર દ્વારા ઓટોમેટિક ડિસ્ચાર્જમાં ડિસ્ચાર્જ કરવામાં આવે છે.ચિપ મશીનની અંદર.આખું માળખું સરળ છે, મુખ્ય શાફ્ટની કઠોરતામાં સુધારો થયો છે, અને ચોકસાઇ જાળવણી સારી છે, જે દોડવાની અને ટપકવાની ઘટનાને દૂર કરે છે.
3,બોરિંગ બાર બોક્સ એક અભિન્ન કાસ્ટિંગ માળખું છે અને તે ફીડ પેલેટ પર સ્થાપિત થયેલ છે.કંટાળાજનક બાર બોક્સ મુખ્ય શાફ્ટ સર્વો મોટર દ્વારા ચલાવવામાં આવે છે, અને મુખ્ય શાફ્ટને ગતિ પરિવર્તન પદ્ધતિ દ્વારા સિંક્રનસ બેલ્ટ દ્વારા ફેરવવા માટે ચલાવવામાં આવે છે.વર્કપીસની સામગ્રી, કઠિનતા, ટૂલ અને ચિપ તોડવાની સ્થિતિ અને અન્ય પરિબળો અનુસાર ઝડપની પસંદગી નક્કી કરી શકાય છે.વિવિધ ગતિ અનુસાર, તે સંખ્યાત્મક નિયંત્રણ સિસ્ટમ દ્વારા પ્રોગ્રામ કરી શકાય છે અને સેટ કરી શકાય છે, અને સ્પિન્ડલ બેરીંગ્સ Wafangdian બેરિંગ્સમાંથી પસંદ કરવામાં આવે છે.બોરિંગ બાર બોક્સનું મુખ્ય કાર્ય સાધનને ફેરવવા માટે ચલાવવાનું છે.
4,ઓઇલ ડિસ્પેન્સર બેડની મધ્યમાં સ્થિત છે.ઓઈલ ડિસ્પેન્સરનો આગળનો છેડો રોટેટેબલ ઓઈલ ડિસ્પેન્સર ગાઈડ બેરિંગ સ્લીવથી સજ્જ છે, જેનો ઉપયોગ બોરિંગ ગાઈડ સ્લીવને ઈન્સ્ટોલ કરવા માટે થાય છે અને ગાઈડ સ્લીવ વર્કપીસ સાથે મળીને ફેરવી શકે છે.ઓઇલ ડિસ્પેન્સરની પાછળની બાજુએ કટીંગ ફ્લુઇડ ઇનપુટ પોર્ટ, ઇન્ફ્યુઝન જોઇન્ટ અને પાઇપલાઇન આપવામાં આવે છે અને ઓઇલ ડિસ્પેન્સર બોક્સમાં પોલાણ દ્વારા કટીંગ પ્રવાહીને વર્કપીસના આંતરિક છિદ્રમાં ઇન્જેક્ટ કરવામાં આવે છે.
મશીનિંગ પ્રક્રિયા દરમિયાન ઓઇલ ફીડર બોક્સમાં ઉચ્ચ દબાણયુક્ત કટીંગ પ્રવાહીનો મોટો જથ્થો છે.વર્કપીસને ઓઇલ ફીડર બાજુ દ્વારા વર્કપીસમાં ઇન્જેક્ટ કરવામાં આવે છે.ઓઇલ ફીડર ટૂલ ગાઇડ સ્લીવ ટૂલની પરિમાણીય સુસંગતતાની ચોકસાઈ અને ખોરાક પહેલાં અને પછી વર્કપીસને નિયંત્રિત કરે છે.બોરિંગ બાર સપોર્ટ સ્લીવનો પાછળનો છેડો એ મશીન ટૂલ એડ્સ વિભાગના બદલી શકાય તેવા ભાગો છે.ઓઇલ ફીડરના મુખ્ય શાફ્ટ અને મશીન ટૂલના મુખ્ય શાફ્ટમાં ઉચ્ચ એકાગ્રતા અને સારી પરિભ્રમણ ચોકસાઈ છે.
ઓઇલ ડિસ્પેન્સરનું મૂવિંગ અને જેકિંગ ગિયર શાફ્ટને ફેરવવા માટે ફ્રિક્વન્સી કન્વર્ઝન મોટર દ્વારા ચલાવવામાં આવે છે, અને ઓઇલ ડિસ્પેન્સરની હિલચાલ અને જેકિંગ કાર્યો ગિયર શાફ્ટ અને હેલિકલ ગિયરના મેશિંગ દ્વારા સાકાર થાય છે.સતત ટોર્ક આઉટપુટ માટે, ટોચના કડક બળનું કદ એડજસ્ટેબલ છે.કોન ડિસ્ક ઓઇલ ડિસ્પેન્સરના આગળના છેડે ઇન્સ્ટોલ કરી શકાય છે, જેનો ઉપયોગ વર્કપીસને સજ્જડ કરવા માટે થાય છે.
5,બોરિંગ બાર સેન્ટર કૌંસ ઓઇલ ફીડર અને બોરિંગ બાર બોક્સ વચ્ચે સ્થિત છે.તેનો ઉપયોગ બોરિંગ બારના સહાયક આધાર માટે થાય છે.તે મુખ્યત્વે કંટાળાજનક બારને સપોર્ટ કરે છે અને કંટાળાજનક બારની ગતિશીલ દિશાને નિયંત્રિત કરે છે.કંટાળાજનક બાર કૌંસની આંતરિક પોલાણ દ્વારા વિશિષ્ટ કંટાળાજનક બાર સ્થાપિત થયેલ છે.સપોર્ટ કિટ (મશીન ટૂલ સહાયક સાધનો સાથે સંબંધિત) બોરિંગ બારના વાઇબ્રેશનને શોષવાની ભૂમિકા ભજવે છે, અને આંતરિક સપોર્ટ સ્લીવમાં સ્વીવેલ ફંક્શન છે.કંટાળાજનક બાર કૌંસની મધ્યમાં ફરતી સપોર્ટ સ્લીવ બોરિંગ બાર સાથે સંકલિત છે, જે બોરિંગ બારને બદલવામાં આવે ત્યારે એકસાથે બદલવા માટે અનુકૂળ છે.
6, ફીડિંગ સિસ્ટમ
ફીડિંગ પેલેટ પેલેટ પ્રકારના સેડલ સ્ટ્રક્ચરને અપનાવે છે, જે અસરકારક રીતે કાઠીની કઠોરતાને સુધારે છે અને 650 મીમીના ગાઈડ સાથે ગાઈડ રેલને સપોર્ટ કરે છે.કાઠી અને સ્લાઇડ પ્લેટને રેઝિન રેતીથી નાખવામાં આવે છે અને કૃત્રિમ વૃદ્ધત્વની સારવારમાંથી પસાર થાય છે.દરેક માર્ગદર્શિકા રેલ સપાટી એક મહત્વપૂર્ણ પ્રક્રિયા સપાટી છે.
ફીડિંગ પેલેટ રેક અને પિનિયન માળખું અપનાવે છે, ગિયર સર્વો મોટર દ્વારા ચલાવવામાં આવે છે, અને કેરેજને રેક સાથે મેશિંગ દ્વારા ચલાવવામાં આવે છે, જેથી કેરેજની ખોરાક અને ઝડપી હિલચાલનો ખ્યાલ આવે.સંપૂર્ણ ફીડિંગ સિસ્ટમમાં ઉચ્ચ ચોકસાઇ, સારી કઠોરતા, સરળ ચળવળ અને સારી ચોકસાઇ રીટેન્શનની લાક્ષણિકતાઓ છે.મશીન ટૂલ પ્રોસેસિંગમાં કેટલીક ખામીઓને ટોર્ક લિમિટીંગ યુનિટ દ્વારા પ્રતિક્રિયા આપી શકાય છે અને ચોક્કસ રેન્જમાં મશીન ટૂલ્સ, ટૂલ્સ અને વર્કપીસની સલામતીને સુરક્ષિત રાખવા માટે સમયસર ચાલવાનું બંધ કરી શકાય છે.
7, ચિપ દૂર કરવું, કટિંગ પ્રવાહીને ઠંડુ કરવું, ફિલ્ટરેશન, સ્ટોરેજ અને સપ્લાય, ઓઇલ પંપ મોટર યુનિટની સંપૂર્ણ સિસ્ટમ:
આખી સિસ્ટમ ઉપરની જમીનની તેલની ટાંકીની રચના ડિઝાઇનને અપનાવે છે.ચિપ દૂર કરવાનું ઉપકરણ: સાંકળ પ્લેટ પ્રકાર આપોઆપ ચિપ દૂર કરવાનું મશીન → ચુંબકીય વિભાજક → પરિભ્રમણ પંપ → ઉચ્ચ દબાણ કાગળ ફિલ્ટર → મલ્ટી-સ્ટેજ આઇસોલેશન સેડિમેન્ટેશન ફિલ્ટર → મુખ્ય તેલ પંપ.
ઠંડક પ્રણાલી: ગિયર પંપના ત્રણ જૂથો દ્વારા, તે ઓઇલ ડિસ્પેન્સરને સપ્લાય કરવામાં આવે છે, અને વર્કપીસની વિવિધ જરૂરિયાતોને પહોંચી વળવા વિવિધ પ્રવાહ દર (પંપના 3 જૂથો 300L/min, 600L/min, 900L/min) મેળવી શકાય છે. છિદ્રનું કદ.
ફરતી ફિલ્ટર સિસ્ટમ એ એક અલગ તેલની ટાંકી છે જેમાં ફરતા તેલ પંપના બે સેટ સ્થાપિત છે.ફરતો તેલ પંપ મુખ્ય તેલની ટાંકી પર ફિલ્ટર સિસ્ટમ સાથે જોડાયેલ છે, જેથી મુખ્ય તેલની ટાંકીમાં તેલ પ્રમાણમાં સ્વચ્છ હોય.મુખ્ય તેલની ટાંકી ઉપર ફરતું ફિલ્ટર નિયમિતપણે સાફ અથવા બદલવું જોઈએ.
8, ફિક્સર
વર્કપીસને ટેકો આપવા માટે ઉપયોગમાં લેવાતા વી-બ્લોક કૌંસના 2 સેટ, રોલર કૌંસના 2 સેટ અને મોટરવાળા વલયાકાર કેન્દ્રના 2 સેટથી સજ્જ.મેન્યુઅલ લીડ સ્ક્રૂ, નટ લિફ્ટ, વિવિધ વર્કપીસના વ્યાસ અનુસાર મનસ્વી રીતે ગોઠવી શકાય છે.તે મુખ્યત્વે વર્કપીસ બોરિંગની સ્થિતિને બેરિંગ અને એડજસ્ટ કરવાની ભૂમિકા ભજવે છે.

9, હાઇડ્રોલિક સિસ્ટમ
સ્થિર અને વિશ્વસનીય કામગીરીની ખાતરી કરવા માટે સ્થાનિક અને વિદેશી અદ્યતન હાઇડ્રોલિક ઘટકોને અપનાવો.નિયંત્રણ સાધન વિસ્તરણ અને સંકોચન.દબાણ અને ઝડપ એડજસ્ટેબલ છે.
10, ઇલેક્ટ્રિકલ કંટ્રોલ સિસ્ટમ
તેમાં ઇલેક્ટ્રિકલ કંટ્રોલ કેબિનેટ, એસી સર્વો ડ્રાઇવ ડિવાઇસ, ઇલેક્ટ્રિકલ કંટ્રોલ સિસ્ટમ, કંટ્રોલ સ્ટેશન વગેરેનો સમાવેશ થાય છે. મુખ્ય લો-વોલ્ટેજ ઇલેક્ટ્રિકલ ઘટકો સ્નેઇડર બ્રાન્ડ, એવિએશન કનેક્ટર્સનો ઉપયોગ કરે છે અને મજબૂત અને નબળા પ્રવાહનું લેઆઉટ વાજબી છે.સિમેન્સ ન્યુમેરિકલ કંટ્રોલ સિસ્ટમનો ઉપયોગ સમગ્ર મશીનના તમામ ભાગોને કેન્દ્રિય રીતે નિયંત્રિત કરવા માટે થાય છે, અને LCD સ્ક્રીન મશીન ટૂલની વિવિધ ક્રિયાઓ અને સૂચનાઓ દર્શાવે છે.(કંટ્રોલ સ્ટેશનની ઉંચાઈ અને સ્થિતિ પર ધ્યાન આપો, અને તેને એવી સ્થિતિમાં સેટ કરો કે જે ચલાવવામાં સરળ હોય અને મારવામાં સરળ ન હોય; કંટ્રોલ પેનલ તેલના ઘૂસણખોરીને રોકવા માટે રચાયેલ છે, અને તેલને સ્ટેશનમાં લઈ જવામાં આવવું જોઈએ નહીં. સિસ્ટમની સર્વિસ લાઇફને લંબાવવા માટે બટનો અને પેનલ્સ).
11, કંટ્રોલ પેનલ
મશીન ટૂલ મુખ્યત્વે ઓઇલ ડિસ્પેન્સર પર ઓપરેટ થાય છે, અને ન્યુમેરિકલ કંટ્રોલ સિસ્ટમ ઓપરેશન પેનલ ઓઇલ ડિસ્પેન્સર કેરેજ પર નિશ્ચિત છે.હેડસ્ટોક અને બોરિંગ બાર બોક્સ પણ અનુરૂપ કામગીરી અને કટોકટી સ્ટોપ બટનોથી સજ્જ છે, જે મશીન ટૂલ નિયંત્રણ માટે અનુકૂળ છે.પેનલ એલ્યુમિનિયમ એલોય પેનલને અપનાવે છે, એકંદર આકાર નિર્દોષ, સુંદર અને ટકાઉ છે.
12, રક્ષણ
પથારીની બહાર એક પેરિફેરલ રક્ષણાત્મક કવર સ્થાપિત થયેલ છે, અને રક્ષણાત્મક અસરો નીચે મુજબ છે: (1) દેખાવનું સારું રક્ષણ પ્રદર્શન, તેલ લિકેજ નથી, અસરકારક રીતે કટીંગ પ્રવાહી એકત્રિત કરી શકે છે અને વારંવાર ઉપયોગ માટે તેને એકસાથે પરત કરી શકે છે.(2) દેખાવ સરળ અને સુંદર છે.