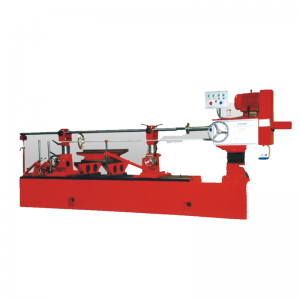
Doitasuneko CNC mandrinatzeko makina



IKUSPEGI OROKORRA
1, Makina hau hotzeko hodietarako edo beroan ijetzitako hodietarako diseinatuta dago, barne diametroak prozesatzeko asperdura, urraketa eta ijezketarekin zehaztasun tamaina ona eta gainazaleko akabera fina lortzeko.Hotzean tiratutako hodiak 27 SiMn, 30CrMnSi, 42CrMn dira.Beroan ijetzitako hodiak tenplatu eta tenplatu daitezke edo ez, hotzean marraztutako altzairuzko hodiak hotzean marraztutako (gogorra) egoera edo estresa arintzeko errekozitua da.
2, Funtzioak
2,1 Tutuetarako ekipamendu bereziek mandrinaketa-buruak birakatzerakoan hodiak biraka hartzen dituzte mandrinaketa prozesatzeko, zuloetan zuzen mekanizatzeko.
2.2 Tutuetarako osagarri bereziak hodiak biraka hartzen ditu, aspergarrien luzapen-barra geldirik mantentzen da, aspergarri hidraulikoko ijezketa-tresnek prozesamendu fina egiten dute zehaztasun fina lortzeko, zuzen eta abar.
2.3 Tutuetarako tresna bereziek hodiak geldi mantentzen dituzte, Aspertzeko barra biratu, hodiak ijezteko tresna aspergarriak erabiltzeko akabera fina lortzeko.
PERTSONAIAK
CNC mandarazteko makinaren ezaugarri nagusiak prozesatzeko eraginkortasun handia, errendimendu egonkorra, CNC sistema eragile adimenduna eta sinplea, itxura ederra, itxura bateratua eta txukuna eta olioaren zipriztinak eta isurketen aurkako ingurumena babesteko neurri hobeak dira.
Ekipamenduak piezaren eta erremintaren hiru ekintza konbinatu ditu: 1), piezak eta tresnak aldi berean biratzen dituzte.2) Pieza finkoa da eta tresna biratzen da.3) Pieza biratu eta tresna finkoa da.Mandrinatzeko buru zakarra mekanizazio zakarran bultzatzeko mandrinatzeko erabiltzen da, eta arraspa + ijezketa-prozesu konbinatua (hidraulikoa edo pneumatikoa) erabiltzen da akaberarako, eta horrek modu eraginkorrean konpontzen du beroan ijetzitako altzairuzko hodien eta sakoneko mekanizazioko desbideratze larria. hotzeko altzairuzko hodien zuloak.Amaitu ondoren zuzentasun eskasaren fenomenoa.
Arraskatu eta ijezketa azkarren ondoren, zehaztasuna IT7-8 mailara irits daiteke, gainazaleko zimurtasuna Ra0.1-0.2μm irits daiteke.
makina-erreminta erreminta automatikoko hedapen eta uzkurdura kontrolatzeko modulu batez hornituta, korear estiloko pneumatiko eta alemaniar estiloko erreminta hidraulikoen hedapen eta erretrakzio sistemaz hornituta, akabera ona lortzeko.Arrastatzeko eta ijezketarako mekanizaziorako hobari optimoa 0,5-10 mm-koa da diametroaren norabidean).
TGK serieko makina-erreminta alemaniar SIEMENS 808D zenbakizko kontrol sistemarekin hornituta daude;pieza birakaria ardatzaren kutxa ardatzaren serbo motor batek gidatzen du abiadura erregulaziorik gabe, aspertzeko barra buruko kutxa ardatzaren serbo motor batek gidatzen du abiadura erregulaziorik gabe, eta ardatzaren errodamenduak zehaztasun handiko errodamenduak hartzen ditu biraketa zehaztasun handiarekin.Elikadura-kutxa AC serbo motor batek gidatzen du abiadura erregulaziorik gabe;ohearen gorputza kalitate handiko burdinurtuzkoa da, eta lau bikoitzeko gida errailek makina-erremintaren zurruntasun orokorra eta orientazio ona bermatzen dute, eta haren inguruan babes-egiturak daude.Makina-erreminta txirbil-garraiatzaile automatiko batekin, bereizgailu magnetiko batekin, paper-iragazki batekin eta abarrekin hornituta dago, hozgarriaren berreskurapen garbia eta berrerabilpena guztiz bermatzeko, eta iragazketa-zehaztasuna 30 μm-ra irits daiteke.
TEKNOLOGIA PARAMETROAK
| NO | Elementuak | Parametroak |
| 1 | Aspertzeko luzera tartea | 2000-1200mm edo pertsonalizatua |
| 2 | Erroilu-langailuak estutzeko sorta | 40-350mm edo pertsonalizatua |
| 3 | Eraztunak estutzeko sorta | 50-330mm edo pertsonalizatua |
| 4 | Gida-errailen zabalera | 650 mm |
| 5 | Ardatz erdiko altuera | 400 mm |
| 6 | Buruko motorra | 75KW, zerbitzatzeko motorra |
| 7 | Buruko biraketa-abiadura | 90-500r/min |
| 8 | Buruko ardatzaren diametroa | ≥280mm |
| 9 | Mandrinatzeko tresnen motorra | 55KW, zerbitzatzeko motorra |
| 10 | Mandrinatzeko erreminten biraketa-abiadura | 100~1000r/min, pausorik gabeko doikuntza |
| 11 | Elikadura motorra | 27 Nm |
| 12 | Elikadura-abiadura | 5-3000 mm/min, doikuntza pausorik gabe |
| 13 | Mantala mugitzeko abiadura | 3000 mm/min |
| 14 | Kontrol-sistema | SIEMENS 808D |
| 15 | Ponpa hidraulikoaren motorra | N = 1,5 kW, n = 1440 r/min |
| 16 | Hozteko ponparen motorra | N=5,5kW, 3 multzo |
| 17 | Hozgarriaren presioa | 0,5 MPa |
| 18 | Hozte-sistemaren fluxua | 340 L/min |
| 19 | Dimentsioa | 14000mm*3500mm*1700mm |
| 20 | Energia hornidura | 380 V, 50 HZ, 3 fasea |
| 21 | Tailerra | Laneko ingurunearen tenperatura: 0 - 45 ℃Hezetasun erlatiboa: ≤85% |
ELEMENTU GARRANTZITSUEN DESKRIBAPENAK
1, Makinaren egitura
Oheak gida lau angeluzuzen bikoitza hartzen du, eta gida errailaren zabalera 650 mm-koa da.Ohea makina-erremintaren oinarrizko zatia da, eta bere zurruntasunak zuzenean eragiten du makina-erreminta osoaren lan-errendimenduan eta lan-zehaztasunean.Makina-ohea erretxina-hareaz egina dago, kalitate handiko burdinurtuzko HT300arekin egindakoa, zahartzearen tratamendua, itxura eta sendotasun ona duena, saihets-plaken diseinu arrazoizkoa, Π formako saihets-saihetsak oheak zurruntasun bikaina, bibrazio-erresistentzia eta sekzioarekiko erresistentzia du. distortsioa..Ohearen kanpoko aldea errefluxu-tanga batekin dago eta babes-estalkia instalatuta dago inguruan, itxura babesteko errendimendu ona duena eta olio-isuririk ez duena.Mozketa-likidoa modu eraginkorrean bildu eta atzera-fluxu apur bat kontzentratu dezake berrerabiltzeko.Oheak zatitutako juntze-egitura hartzen du, gida-errailak tarteko maiztasuneko itzalketa hartzen du, itzaltze-geruza 3-5 mm-koa da eta gainazaleko gogortasuna HRC45-52 da.Gida-erraila artezteko doitasun-lurra da, eta horrek makina-erremintak higadura-erresistentzia eta doitasun-erresistentzia ona du.Zatitutako splicing egitura arrazoizkoa da eta ez du olio-ihesak eragiten.
2, Headstock (zulo handiak, txirbilak kentzea ardatzaren barruko zuloan)
Pieza biratzen duen buruko piezak batez ere pieza biratzen du eta makina-erremintaren ezkerreko muturrean finkatzen da.Pieza biratzen duen buruko motorra motor serbo-ardatz bat hartzen du.Abiadura tartea 90-500r/min da.Buruak zeharkako ardatzaren egitura hartzen du.Ardatz nagusiaren aurrealdeko muturra disko koniko batekin instalatzen da, eta ardatz nagusiaren atzeko muturra txirbilaren deskarga-hodi batekin instalatzen da.Mekanizazioan, ebaketa-olioa burdinazko txirbilekin bildu eta ardatz nagusiaren barruko zulotik isurketa automatikora isurtzen da.txirbil-makinaren barruan.Egitura osoa sinplea da, ardatz nagusiaren zurruntasuna hobetzen da eta doitasun-erretenzioa ona da, eta horrek korrika eta tantaka egiten duen fenomenoa ezabatzen du.
3,Bar mandrinatzeko kutxa galdaketa-egitura integrala da eta jario-palletean instalatuta dago.Barra aspergarriaren kutxa ardatz nagusiaren serbo motorrak gidatzen du, eta ardatz nagusia gerriko sinkronoan zehar biratzeko bultzatzen du abiadura aldatzeko mekanismoaren bidez.Abiadura aukera piezaren materialaren, gogortasunaren, erreminta eta txirbil hausteko baldintzen eta beste faktore batzuen arabera zehaztu daiteke.Abiadura desberdinen arabera, zenbakizko kontrol sistemaren bidez programatu eta ezarri daiteke, eta ardatzaren errodamenduak Wafangdian errodamenduetatik hautatzen dira.Barra aspergarriaren kutxaren funtzio nagusia tresna biratzea da.
4,Ohearen erdian dago olio-banatzailea.Olio-banatzailearen aurrealdeko muturrak olio-banagailu birakaria duen errodamendu-manuka batekin hornituta dago, gida aspergarria instalatzeko erabiltzen dena, eta gida-manuka piezarekin batera biratu daiteke.Olio-banagailuaren atzeko aldea ebaketa-likidoaren sarrerako ataka, infusio-juntura eta hodi bat ditu, eta ebaketa-likidoa piezaren barruko zuloan injektatzen da olio-banagailuaren kutxako barrunbean zehar.
Mekanizazio-prozesuan olio-elikadura-kutxan presio handiko ebaketa-fluido kopuru handia dago.Pieza piezan injektatzen da olio-elikaduraren aldean.Olio-elikadura tresnaren gidaliburuak erremintaren eta piezaren koherentzia dimentsionalaren zehaztasuna kontrolatzen du elikatu aurretik eta ondoren.Mandrinatzeko barra euskarriaren mahukaren atzeko muturra makina-erremintaren laguntza ataleko pieza ordezkagarriak da.Olio-elikagailuaren ardatz nagusiak eta makina-erremintaren ardatz nagusiak kontzentrikotasun handia eta biraketa-zehaztasun ona dute.
Olio-hornigailuaren mugitzea eta jacking-a maiztasun-bihurketa-motorrek gidatzen du engranaje-ardatza biratzeko, eta olio-banagailuaren mugimendu- eta jacking-funtzioak engranaje-ardatzaren eta engranaje helikoidearen sarearen bidez gauzatzen dira.Momentu konstantearen irteerarako, goiko estutze indarraren tamaina erregulagarria da.Kono-diskoa olio-banagailuaren aurreko muturrean instala daiteke, pieza estutzeko erabiltzen dena.
5,Mandrinatzeko barraren erdiko euskarria olio-elikaduraren eta mandrinatzeko barra-kutxaren artean dago.Mandrinatzeko barraren euskarri osagarrirako erabiltzen da.Batez ere mandrinatzeko barra onartzen du eta mandrinatzeko barraren mugimenduaren norabidea kontrolatzen du.Mandrinatzeko barra berezi bat instalatzen da mandrinatzeko barra euskarriaren barrunbean zehar.Euskarri-kitak (makina-erremintaren ekipo osagarriari dagozkionak) mandrinatzeko barraren bibrazioa xurgatzeko eginkizuna betetzen du, eta barruko euskarriaren mahukak birakari funtzioa du.Mandrinatzeko barra euskarriaren erdiko euskarri birakaria mandrinatzeko barrarekin integratuta dago, hau da, mandrinatzeko barra ordezkatzen denean elkarrekin ordezkatzeko komenigarria da.
6, Elikadura sistema
Elikadura-palletak palet motako jarleku-egitura hartzen du, jarlekuaren zurruntasuna eraginkortasunez hobetzen duena eta gida-erraila onartzen du 650 mm-ko tartearekin.Jarlekua eta plaka irristakorra erretxin-hareaz botata daude eta zahartze artifizialaren tratamendua jasaten dute.Gida-errailaren azalera bakoitza prozesatzeko gainazal garrantzitsua da.
Elikadura-palletak rack eta pinoi-egitura hartzen du, engranajeak serbo-motorrek gidatzen du eta bagoia rackarekin uztartuz gidatzen da, bagoiaren elikadura eta mugimendu azkarraz jabetzeko.Elikadura sistema osoak zehaztasun handiko, zurruntasun ona, mugimendu leuna eta doitasun ona atxikitzeko ezaugarriak ditu.Makina-erremintaren prozesatzeko akats batzuk momentua mugatzeko unitateak erreakzionatu eta denboran gelditzen dira makina-erremintaren, erreminta eta piezen segurtasuna babesteko tarte jakin batean.
7, Txirbilak kentzea, ebaketa-fluidoa hoztea, iragazketa, biltegiratzea eta hornidura, olio-ponpa-motor unitatearen sistema osoa:
Sistema osoak lur gaineko olio deposituaren egitura-diseinua hartzen du.Txirbilak kentzeko gailua: kate plaka mota automatikoa txirbilak kentzeko makina → bereizgailu magnetikoa → zirkulazio ponpa → presio handiko paper-iragazkia → etapa anitzeko isolamendu sedimentazio-iragazkia → olio-ponpa nagusia.
Hozte-sistema: engranaje-ponpa hiru talderen bidez, olio-banagailura hornitzen da, eta emari-tasa desberdinak lor daitezke (300L/min, 600L/min, 900L/min 300L/min, 900L/min 3 ponpa talde) piezaren behar desberdinak asetzeko. irekidura tamaina.
Zirkulazio-iragazki-sistema olio depositu bereizi bat da, zirkulazio-ponpa bi multzo dituena.Olio-ponpa zirkulatzailea olio-tanga nagusiko iragazki-sistemara konektatzen da, olio-tanga nagusiko olioa nahiko garbi egon dadin.Olio depositu nagusiaren gaineko zirkulazio-iragazkia aldian-aldian garbitu edo ordeztu behar da.
8, Instalazioak
V-blokeko euskarrien 2 multzoz hornituta, 2 arrabolezko euskarri multzoz eta motordun zentro anulardun 2 multzoz hornituta daude, piezari eusteko erabiltzen direnak.Eskuzko berunezko torlojua, azkoin-altxagailua, modu arbitrarioan doi daiteke pieza ezberdinen diametroaren arabera.Batez ere errodamenduaren eta piezaren zulaketaren posizioa doitzeko papera betetzen du.

9, Sistema hidraulikoa
Hartu etxeko eta atzerriko osagai hidrauliko aurreratuak errendimendu egonkorra eta fidagarria bermatzeko.Erremintaren hedapena eta uzkurdura kontrolatzea.Presioa eta abiadura erregulagarriak dira.
10, Kontrol elektrikoko sistema
Kontrol elektrikoko armairua, AC servo drive gailua, kontrol elektrikoa sistema, kontrol geltokia, etab osatzen dute. Behe-tentsioko osagai elektriko nagusiek Schneider marka erabiltzen dute, abiazio-konektoreak eta korronte indartsu eta ahulen diseinua arrazoizkoa da.Siemens zenbakizko kontrol sistema makina osoaren zati guztiak zentralki kontrolatzeko erabiltzen da, eta LCD pantailak makina-erremintaren hainbat ekintza eta argibide erakusten ditu.(Kontuan izan kontrol-estaren altuerari eta posizioari, eta ezarri funtzionatzeko erraza den eta kolpatzeko erraza ez den posizioan; kontrol panela olioa sartzea saihesteko diseinatuta dago, eta olioa ez da sartu behar. botoiak eta panelak sistemaren bizitza luzatzeko).
11, Kontrol panela
Makina-erreminta olio-banagailuan funtzionatzen du batez ere, eta zenbakizko kontrol-sistemaren funtzionamendu-panela olio-banagailuaren bagoian finkatzen da.Burua eta mandrinatzeko barra-kutxa dagozkien funtzionamendu eta larrialdi-gelditzeko botoiekin ere hornituta daude, makina-erremintaren kontrolerako erosoak direnak.Panelak aluminiozko aleazio panela hartzen du, forma orokorra harmoniatsua, ederra eta iraunkorra da.
12, Babesa
Babes-estalki periferiko bat instalatzen da ohearen kanpoaldean, eta babes-efektuak honako hauek dira: (1) Itxura ona babesteko errendimendu ona, olio-ihesik gabe, ebaketa-likidoa modu eraginkorrean bildu eta behin eta berriro erabiltzeko.(2) Itxura sinplea eta ederra da.