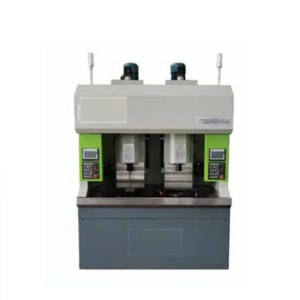
CNC Pipe Horizontala Honing Maŝino


CNC Pipe Horizontala Honing Machine estas desegnita por longaj pipoj, helpu malsamajn klientojn, kiuj volas akiri bonan finaĵon en truoj.Honing-maŝino povus prilabori rondecon, rektan, mallarĝan, finan malglatecon kaj ktp.
1. La struktura maŝino uzu veldan kaj varmecan traktadon ŝtalon por akiri fortan strukturon por provizi fortan subtenon por prilaborado de traktado.Post kunveni, ni uzus kontraŭrustan tegaĵon kun altkvalita nigra farbo;faru la supran envolvaĵon de la maŝinilo ŝprucita post grasigado, surfaca alĝustigo kaj fosfatado.La koloro estas perla blanka (aŭ farbo laŭ la postuloj de kliento), la maŝino havas belan aspekton, glatajn liniojn kaj modernan senton.
2. La spindelkesto estas movita de vektora frekvenca konverta motoro kun granda redukta proporcio malmola-denta surfaca ilara reduktilo, kiu povas atingi konstantan potencon.
Alta tordmomanta eligo ĉe alta rapido, pliigita tranĉa forto, kaj estas facile agordi la ĝustan spindelrapidecon por partoj kun malsamaj bordiametroj.
Ŝpinilo potenco 5.5Kw, rapido 5-250r/min.(Potenco baziĝas sur tranĉa kapablo)
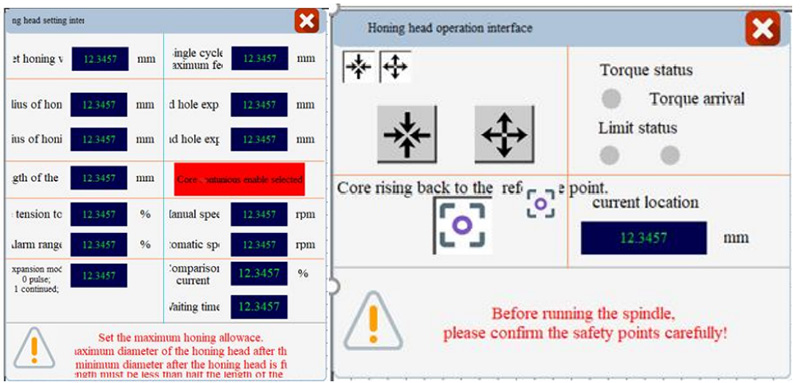
3. Honing kapo nutraj ekspansia sistemo:
Servomotora nutrado: La tuta nutra unuo estas instalita sur la kaploko, kaj la servomotoro estas etendita per speciala agorda kapa ekspansia aparato.
La aŭtomata ekspansio (ankaŭ nomata nutrado) de la hontiga kapo estas realigita.Ĉi tiu aparato estas konektita paralele kun la ĉefa ŝafto.La tuta sistemo havas ununuran grindan kapon, kiu havas grandan haran gamon, malpezan pezon kaj mem-ŝlosantan kapablon, kiu helpas plibonigi altan precizecon.Pligrandigita servomotora potenco 400w;
Avantaĝo: La tuta maŝino estas funkciigita per elektro.La manĝunuo povas esti facile ĝustigita de 0.001-0.05mm.
Estas tri manĝreĝimoj, la bildo malsupre montras la tuŝekranan kontrolon perfektan kapan ekspansion interfacon.
4. Reciproka transdono: La servomotoro, planeda reduktilo kaj transdona ĉeno estas kombinitaj por formi alt-precizecan rapidan reciprokan maŝinan strukturon.
Servomotora potenco 3.5KW.La reciproka rapido estas 1-30 m/min.La efika reciproka longo estas 1.7m.Reciproka longo fiksanta kontrolo cirklo
La vizaĝo estas kiel sekvas:
5. La sistemo de malvarmigo estas fluo de 100L/min, kaj la reĝimo de eligo de oleo de honing:
Altflua hontiga oleo estas injektita en la finon de la ŝtala tubo por atingi efikan purigadon kaj maksimumigi muelan efikecon.Honing oleo
Tanko kapablo 200 litroj, aŭ personecigita
La oleo-injekto estas kontrolita per la tuŝekrano, tiel ke injekto povas ĉesi jetadon Kiam la honiĝa kapo atingas ambaŭ finojn de la ŝtala tubo.
Por malsama materiala prilaborado, ni liverus malsaman filtrilsistemon, ekzemple, por la magneta metalo, ni uzus magnetan apartigsistemon, por nemagneta materialo, ni povus elekti paperan filtrilon aŭ preman paperfiltrilon.
6. Honing vergo: Ni havas multajn honing kapoj kovri 35-350mm , aŭ personecigita .Ekzemple modelo
①MGC1532 prilabora truodiametro 38-58mm
②MGC1550 prilabora truodiametro 60-150mm
La surfaco de la hontiga bastono estas submetita al altfrekvenca estingo kaj poste cilindra hontigo, kaj la surfaca finpoluro atingas Ra0.2um.
La interna truo de la laborpeco ne damaĝos la glatecon de la laborpeco.Ambaŭ finoj de la hontiga bastono estas universale ligitaj por aŭtomate kompensi la spindelon kaj la samcentrecon de la interna truo de la peco.
7. La ŝtala tubo v-tipo krampo estas la sama kiel la usona Sunnen profunda truo honing maŝino, la krampo ekstera diametro estas 40-250mm, aŭ personecigita .

8. Profunda truo honing kapoj: provizu la bezonata muelanta kapon laŭ la bezonoj de via kompanio (sub formoj de estas la ekzemplo).

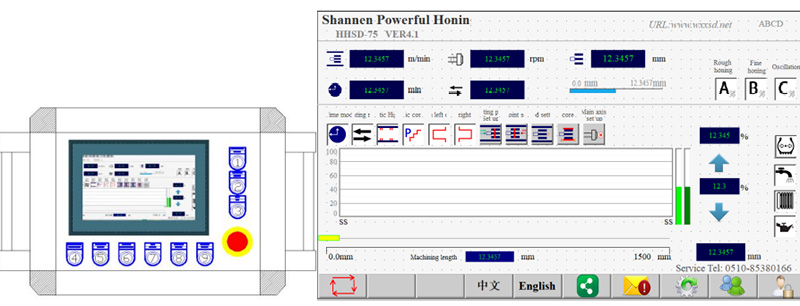
9. Kontrola sistemo: uzante tuŝekranon + PLC-kontrolon, nia profesia inĝeniero desegnas unu inteligentan programaron por agordi prilaborado.Funkciante la maŝinon, la agordaj iloj, la bezonata rapideco, reciprokado, nutrado, malvarmigo kaj ktp estas facile agordi, kaj spuri prilaboradon interrete, por ke funkciigistoj kontrolu kaj ricevu bonan finpoluron per nia hontiga maŝino.
La kurado estas fiksita en malmola ekrano por faciligi operacion.Nia interreta spursistemo estas tre bona funkcio por atingi facilan operacion.Ĉi tiu sistemo spuras laboran staton de la maŝinilo kaj la precizecon de la partoj, por ĝustigi ĝustatempe por eviti malŝparon kaj ekipaĵdamaĝon.Samtempe, por certigi la konsiston de la diametro de la interna truo de la ŝtala tubo,
La tuŝekrano adoptas vertikalan strukturon kaj povas esti turnita 180 gradojn.La tuŝekrano aŭtomate alarmas kiam la maŝinilo renkontas misfunkciadon.
La eraroj sekvas (ekzistas malsamaj citaĵmetodoj laŭ la maŝina agordo):
1. La maŝinanta reĝimo ne estas elektita alarmo 2. La nutra komenca referencpunkto ne estas agordita.
3. La pretiga tempo en temporeĝimo ne estas fiksita.4. La maŝino origino aŭ pretiga gamo ne estas tute fiksita
5. La parametra agordo de blinda truo ne estas kompleta 6. La parametra agordo de la nutra akso ne estas kompleta
7. Spindle-parametroj ne estas tute fiksitaj 8 Aparataro malsukcesa alarmo
10. Sekureco
La kontrolpanelo havas e-haltigan butonon, kiu povas esti premita por haltigi la maŝinilon en kriz-okazo.Ambaŭ flankoj de la gvidrelo estas ekipitaj per poziciaj protektaj aparatoj
La ĉefa ŝafto estas instalita kun protekta kovrilo por protekti la funkciigistojn.
Informoj pri oftaj misfunkciadoj de kontrolpanelo:
1. La maŝinanta reĝimo ne estas elektita alarmo 2. La nutra komenca referencpunkto ne estas agordita.
3. La pretiga tempo en temporeĝimo ne estas fiksita.4. La maŝino origino aŭ pretiga gamo ne estas tute fiksita
5. La parametra agordo de blinda truo ne estas kompleta 6. La parametra agordo de la nutra akso ne estas kompleta
7. Spindle-parametroj ne estas tute fiksitaj 8 Aparataro malsukcesa alarmo