CNC Pipe Horizontal Honing Machine


Ang CNC Pipe Horizontal Honing Machine gidisenyo alang sa taas nga mga tubo, pagtabang sa lainlaing mga kustomer nga gusto nga makakuha og maayo nga pagtapos sa mga lungag.Ang honing machine mahimong magproseso sa roundness, straight, taper, finishing roughness ug uban pa.
1. Ang structure honing machine naggamit sa welded ug heat treatment steel aron makakuha og lig-on nga estraktura aron makahatag og lig-on nga suporta alang sa pagproseso sa honing.Human sa pagpundok, mogamit kami og anti-rust coating nga adunay taas nga kalidad nga itom nga pintura;himoa nga ang ibabaw nga casing sa makina himan nga sprayed human sa degreasing, nawong adjustment ug phosphating.Ang kolor mao ang Pearl white (o pintura sumala sa mga kinahanglanon sa kustomer), ang makina adunay nindot nga panagway, hapsay nga mga linya ug modernong pagbati.
2. Ang spindle box gimaneho sa usa ka vector frequency conversion motor nga adunay dako nga pagkunhod sa ratio nga hard-tooth surface gear reducer, nga makab-ot ang kanunay nga gahum
Taas nga torque output sa taas nga tulin, nadugangan nga pwersa sa pagputol, ug dali nga itakda ang husto nga tulin sa spindle alang sa mga bahin nga adunay lainlaing mga diameter sa bore.
Gahum sa spindle 5.5Kw, gikusgon nga 5-250r/min.(Ang gahum gibase sa kapasidad sa pagputol)
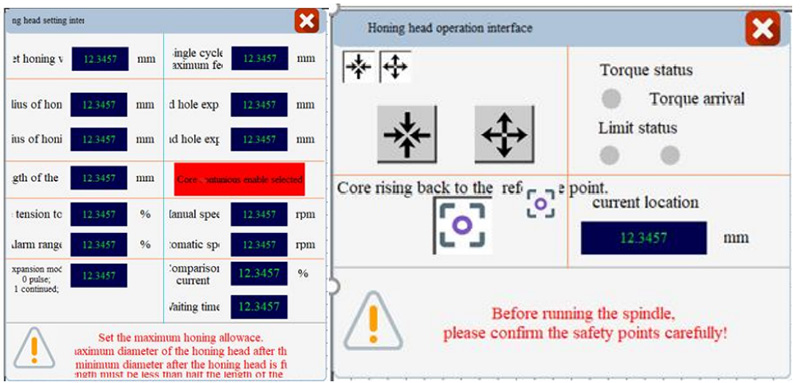
3. Ang pagpahait sa sistema sa pagpalapad sa feed sa ulo:
Servo motor feeding: Ang tibuok feeding unit gibutang sa headstock, ug ang servo motor gipalapdan pinaagi sa espesyal nga pagpahait sa ulo expansion device
Ang awtomatik nga pagpalapad (gitawag usab nga pagpakaon) sa honing head natuman.Kini nga device konektado sa parallel sa main shaft.Ang tibuok nga sistema adunay usa ka ulo sa pagpahait, nga adunay dako nga honing range, gaan nga gibug-aton ug abilidad sa pag-lock sa kaugalingon, nga makatabang sa pagpalambo sa taas nga katukma.Gipalapad nga servo motor nga gahum 400w;
Bentaha: Ang tibuok makina gipadagan sa elektrisidad.Ang feed unit dali nga ma-adjust gikan sa 0.001-0.05mm.
Adunay tulo ka mga mode sa pagpakaon, ang hulagway sa ubos nagpakita sa kontrol sa touch screen nga nagpahait sa interface sa pagpalapad sa ulo.
4. Reciprocating transmission: Ang servo motor, planetary reducer ug transmission chain gihiusa aron mahimong usa ka high-precision fast reciprocating machine structure.
Servo motor gahum 3.5KW.Ang reciprocating speed mao ang 1-30m/min.Ang epektibo nga reciprocating gitas-on mao ang 1.7m.Reciprocating gitas-on setting kontrol lingin
Ang nawong mao ang mosunod:
5. Ang makapabugnaw nga sistema usa ka dagan sa 100L/min, ug ang honing oil output mode:
Ang high-flow honing oil gi-inject sa tumoy sa steel pipe aron makab-ot ang episyente nga paglimpyo ug mapadako ang pagkaayo sa paggaling.Pagpasa sa lana
Ang kapasidad sa tangke 200 ka litro, o gipahiangay
Ang oil injection kontrolado sa touch screen, aron ang pag-injection makahunong sa jetting Kung ang ulo sa pagpahait moabot sa duha ka tumoy sa steel pipe
Alang sa lainlaing pagproseso sa materyal, maghatag kami lainlaing sistema sa pagsala, pananglitan, alang sa magnetic metal, gamiton namon ang magnetic separator system, alang sa non-magnetic nga materyal, makapili kami nga sistema sa pagsala sa papel o pagsala sa presyur nga papel.
6. Honing rod: Kami adunay daghang mga honing nga mga ulo sa pagtabon sa 35-350mm, o customized.Pananglitan nga modelo
①MGC1532 pagproseso lungag diametro 38-58mm
②MGC1550 pagproseso lungag diametro 60-150mm
Ang nawong sa honing rod gipailalom sa high-frequency quenching ug dayon cylindrical honing, ug ang ibabaw nga finish moabot sa Ra0.2um.
Ang sulod nga lungag sa workpiece dili makadaot sa kahapsay sa workpiece.Ang duha ka tumoy sa honing rod kay konektado sa tanan aron awtomatiko nga mabayran ang spindle ug ang concentricity sa sulod nga lungag sa piraso.
7. Ang steel tube v-type clamp parehas sa American Sunnen deep hole honing machine, ang clamping outer diameter mao ang 40-250mm, o customized .

8. Lawom nga buho pagpahait sa mga ulo: paghatag sa gikinahanglan nga grinding ulo sumala sa imong mga panginahanglan sa kompanya (sa ubos sa porma sa mga pananglitan).

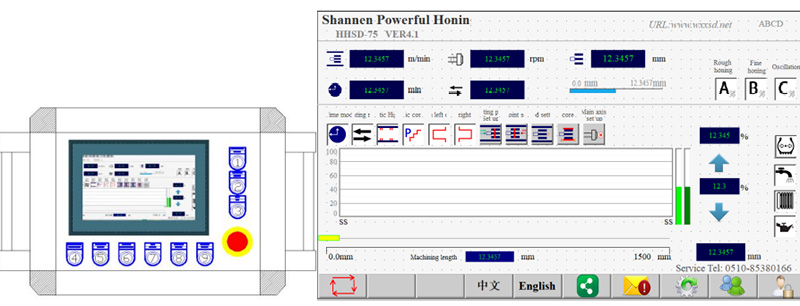
9. Sistema sa pagkontrol: gamit ang touch screen + PLC control, ang among propesyonal nga inhenyero nagdesinyo sa usa ka smart software alang sa paghan-ay sa pagproseso.Sa diha nga ang pag-operate sa makina, ang mga himan sa pagpahait, ang gikinahanglan nga katulin, pagbalos, pagpakaon, pagpabugnaw, ug uban pa sayon nga itakda, ug pagsubay sa pagproseso sa online, aron ang mga operators makontrol ug makakuha og maayo nga pagtapos sa atong honing machine.
Ang pagdagan gibutang sa gahi nga screen aron mapadali ang operasyon.Ang among online nga sistema sa pagsubay maayo kaayo nga function aron makab-ot ang dali nga operasyon.Ang kini nga sistema nagsubay sa kahimtang sa pagtrabaho sa himan sa makina ug ang katukma sa mga bahin, aron ma-adjust sa oras aron malikayan ang pagkadaot sa basura ug kagamitan.Sa samang higayon, aron maseguro ang pagkamakanunayon sa diametro sa sulod nga lungag sa steel pipe,
Ang touch screen nagsagop sa usa ka bertikal nga istruktura ug mahimong ibalik sa 180 degrees.Awtomatikong mag-alarma ang touch screen kung adunay sayup ang tool sa makina.
Ang mga sayup nagsunod (adunay lainlain nga mga pamaagi sa pagkutlo sumala sa pagsumpo sa makina):
1. Ang machining mode wala gipili nga alarma 2. Ang feed inisyal nga reference point wala gitakda.
3. Ang oras sa pagproseso sa timing mode wala gitakda.4. Ang gigikanan sa makina o sakup sa pagproseso dili hingpit nga gitakda
5. Ang blind hole parameter setting dili kompleto 6. Ang parameter setting sa feed axis dili kompleto
7. Ang mga parameter sa spindle wala gitakda sa hingpit 8 Hardware failure alarm
10. Seguridad
Ang control panel adunay usa ka e-stop button, nga mahimong pug-on aron mapahunong ang himan sa makina sa usa ka emerhensya.Ang duha ka kilid sa giya nga riles adunay himan nga proteksyon sa posisyon
Ang nag-unang shaft gibutang sa usa ka protective tabon sa pagpanalipod sa mga operators.
Control panel komon nga impormasyon sa sayop:
1. Ang machining mode wala gipili nga alarma 2. Ang feed inisyal nga reference point wala gitakda.
3. Ang oras sa pagproseso sa timing mode wala gitakda.4. Ang gigikanan sa makina o sakup sa pagproseso dili hingpit nga gitakda
5. Ang blind hole parameter setting dili kompleto 6. Ang parameter setting sa feed axis dili kompleto
7. Ang mga parameter sa spindle wala gitakda sa hingpit 8 Hardware failure alarm