Màquina de rectificat horitzontal de canonades CNC


La màquina de rectificat horitzontal de canonades CNC està dissenyada per a canonades llargues, ajuda a diferents clients que volen obtenir un bon acabat als forats.La màquina de rectificar podria processar rodonesa, recte, cònic, rugositat d'acabat, etc.
1. La màquina de rectificat d'estructura utilitza acer soldat i de tractament tèrmic per obtenir una estructura sòlida per proporcionar un suport fort per al processament de rectificat.Després del muntatge, utilitzaríem un recobriment antioxidant amb pintura negra d'alta qualitat;feu que la carcassa superior de la màquina-eina ruixi després del desgreixatge, l'ajust de la superfície i la fosfatació.El color és blanc perla (o pintura segons els requisits del client), la màquina té un aspecte bonic, línies suaus i un sentit modern.
2. La caixa del cargol està impulsada per un motor de conversió de freqüència vectorial amb un reductor d'engranatges de superfície de dents dures de gran relació de reducció, que pot aconseguir una potència constant
Sortida de parell elevat a alta velocitat, força de tall augmentada i és fàcil establir la velocitat correcta del cargol per a peces amb diferents diàmetres de forat.
Potència del cargol 5,5Kw, velocitat 5-250r/min.(La potència es basa en la capacitat de tall)
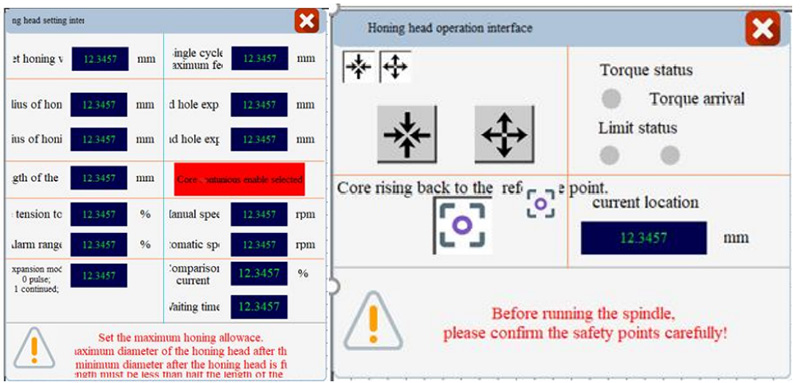
3. Sistema d'expansió d'alimentació del capçal de rectificat:
Alimentació del servomotor: tota la unitat d'alimentació està instal·lada al capçal i el servomotor s'estén mitjançant un dispositiu especial d'expansió del capçal de rectificat.
Es realitza l'expansió automàtica (també anomenada alimentació) del capçal de rectificat.Aquest dispositiu està connectat en paral·lel amb l'eix principal.Tot el sistema té un únic capçal de rectificat, que té un gran rang de rectificat, pes lleuger i capacitat d'autobloqueig, que ajuda a millorar l'alta precisió.Potència del servomotor ampliada 400w;
Avantatge: tota la màquina funciona amb electricitat.La unitat d'alimentació es pot ajustar fàcilment de 0,001 a 0,05 mm.
Hi ha tres modes d'alimentació, la imatge següent mostra la interfície d'expansió del capçal de control de la pantalla tàctil.
4. Transmissió alternatiu: el servomotor, el reductor planetari i la cadena de transmissió es combinen per formar una estructura de màquina alternativa ràpida d'alta precisió.
Potència del servomotor 3,5 kW.La velocitat recíproca és d'1-30 m/min.La longitud efectiva alternativa és d'1,7 m.Cercle de control de configuració de longitud alternatiu
La cara és la següent:
5. El sistema de refrigeració és un flux de 100 L/min i el mode de sortida d'oli de rectificat:
L'oli de rectificat d'alt cabal s'injecta a l'extrem de la canonada d'acer per aconseguir una neteja eficient i maximitzar l'eficiència de mòlta.Oli de poliment
Capacitat del dipòsit 200 litres, o personalitzat
La injecció d'oli està controlada per la pantalla tàctil, de manera que la injecció pot aturar el jet quan el capçal de rectificat arriba als dos extrems de la canonada d'acer
Per a diferents processaments de materials, subministraríem un sistema de filtre diferent, per exemple, per al metall magnètic, utilitzaríem un sistema de separació magnètica, per a material no magnètic, podríem triar un sistema de filtre de paper o un filtre de paper a pressió.
6. Vareta de rectificat: tenim molts capçals de rectificat per cobrir 35-350 mm, o personalitzats.Per exemple model
①MGC1532 diàmetre del forat de processament 38-58 mm
②MGC1550 diàmetre del forat de processament 60-150 mm
La superfície de la vareta de rectificat està sotmesa a un apagat d'alta freqüència i després a un rectificat cilíndric, i l'acabat de la superfície arriba a Ra0.2um.
El forat interior de la peça de treball no danyarà la suavitat de la peça de treball.Els dos extrems de la vareta de rectificat estan connectats universalment per compensar automàticament el cargol i la concentricitat del forat interior de la peça.
7. La pinça de tipus V de tub d'acer és la mateixa que la màquina americana Sunnen de forat profund, el diàmetre exterior de subjecció és de 40-250 mm o personalitzada.

8. Capçals de rectificat de forats profunds: proporcioneu el capçal de rectificat necessari segons les necessitats de la vostra empresa (a sota de les formes de són l'exemple).

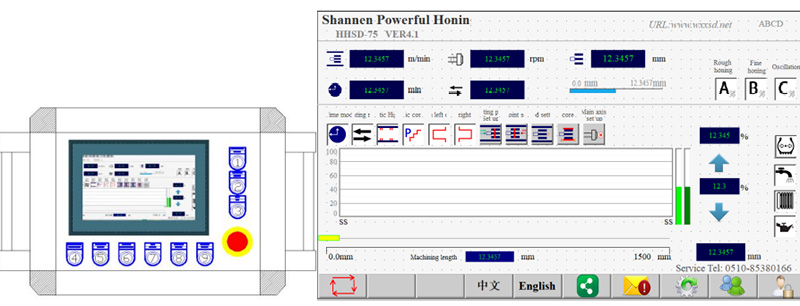
9. Sistema de control: utilitzant la pantalla tàctil + el control PLC, el nostre enginyer professional dissenya un programari intel·ligent per al processament de perfeccionament.Quan es fa servir la màquina, les eines de rectificat, la velocitat requerida, la reciprocitat, l'alimentació, la refrigeració, etc. són fàcils de configurar i fer un seguiment del processament en línia, de manera que els operadors controlin i obtinguin un bon acabat amb la nostra màquina de rectificat.
El funcionament es configura en una pantalla resistent per facilitar el funcionament.El nostre sistema de seguiment en línia és una funció molt bona per aconseguir un funcionament fàcil.Aquest sistema fa un seguiment de l'estat de treball de la màquina-eina i la precisió de les peces, per tal d'ajustar-se a temps per evitar la generació de residus i danys a l'equip.Al mateix temps, per garantir la consistència del diàmetre del forat interior de la canonada d'acer,
La pantalla tàctil adopta una estructura vertical i es pot girar 180 graus.La pantalla tàctil alarma automàticament quan la màquina-eina troba una fallada.
Els errors són els següents (hi ha diferents mètodes de cotització segons la configuració de la màquina):
1. El mode de mecanitzat no està seleccionat alarma 2. El punt de referència inicial d'alimentació no està establert.
3. El temps de processament en mode de cronometratge no està establert.4. L'origen de la màquina o l'interval de processament no està definit completament
5. La configuració del paràmetre del forat cec no està completa 6. La configuració del paràmetre de l'eix d'alimentació no està completa
7. Els paràmetres del cargol no s'estableixen completament. 8 Alarma d'error de maquinari
10. Seguretat
El tauler de control té un botó d'aturada d'emergència, que es pot prémer per aturar la màquina-eina en cas d'emergència.Els dos costats del rail guia estan equipats amb dispositius de protecció de posició
L'eix principal està instal·lat amb una coberta protectora per protegir els operaris.
Informació d'errors comuns del tauler de control:
1. El mode de mecanitzat no està seleccionat alarma 2. El punt de referència inicial d'alimentació no està establert.
3. El temps de processament en mode de cronometratge no està establert.4. L'origen de la màquina o el rang de processament no està definit completament
5. La configuració del paràmetre del forat cec no s'ha completat 6. La configuració del paràmetre de l'eix d'alimentació no està completa
7. Els paràmetres del cargol no s'estableixen completament. 8 Alarma d'error de maquinari