CNC mašina za horizontalno honovanje cijevi


CNC mašina za horizontalno honovanje cevi je dizajnirana za duge cevi, pomaže različitim kupcima koji žele da dobiju dobru završnu obradu rupa.Mašina za honovanje može obraditi zaobljenost, ravnu, konusnu, završnu hrapavost itd.
1. Mašina za brušenje strukture koristi zavareni čelik i čelik za termičku obradu kako bi se dobila čvrsta struktura koja će pružiti snažnu podršku za obradu honanja.Nakon sklapanja koristili bismo premaz protiv hrđe visokokvalitetnom crnom bojom;nakon odmašćivanja, podešavanja površine i fosfatiranja poprskati gornji dio kućišta alatne mašine.Boja je biserno bela (ili farba po zahtevu kupca), mašina ima prelep izgled, glatke linije i moderan osećaj.
2. Kutiju vretena pokreće motor za vektorsku konverziju frekvencije sa velikim omjerom redukcije zupčanika s tvrdom površinom, koji može postići konstantnu snagu
Visok izlazni obrtni moment pri velikoj brzini, povećana sila rezanja i lako je podesiti ispravnu brzinu vretena za dijelove s različitim promjerima provrta.
Snaga vretena 5.5Kw, brzina 5-250r/min.(Snaga se zasniva na kapacitetu rezanja)
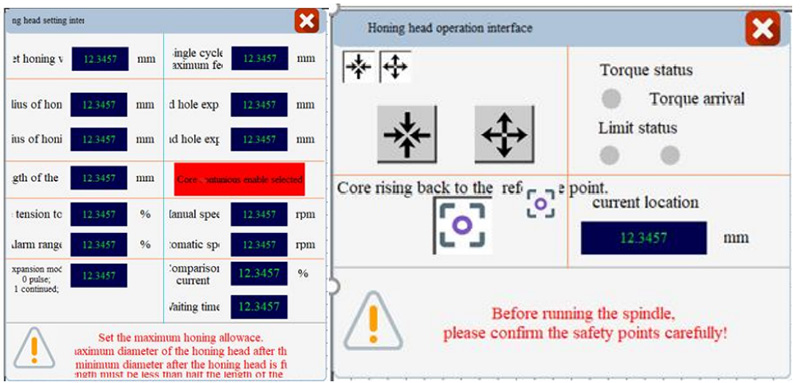
3. Sistem za ekspanziju uvlačenja glave za brušenje:
Napajanje servo motora: Cijela jedinica za hranjenje je instalirana na uzglavlju, a servo motor se produžava kroz poseban uređaj za proširenje glave za brušenje
Ostvaruje se automatsko širenje (takođe zvano dovod) glave za brušenje.Ovaj uređaj je povezan paralelno sa glavnom osovinom.Cijeli sistem ima jednu glavu za brušenje, koja ima veliki raspon honanja, malu težinu i sposobnost samozaključavanja, što pomaže u poboljšanju visoke preciznosti.Proširena snaga servo motora 400w;
Prednost: Cijela mašina se napaja strujom.Jedinica za dovod može se lako podesiti od 0,001-0,05 mm.
Postoje tri načina hranjenja, slika ispod prikazuje interfejs za proširenje glave za brušenje kontrole na dodir.
4. Klipni prijenos: servo motor, planetarni reduktor i prijenosni lanac su kombinovani kako bi formirali visoko preciznu strukturu brzog klipnog stroja.
Snaga servo motora 3.5KW.Povratna brzina je 1-30m/min.Efektivna dužina klipa je 1,7m.Upravljački krug za podešavanje dužine
Lice je sledeće:
5. Sistem za hlađenje je protok od 100L/min, a režim izlaza ulja za honing:
Ulje za honiranje visokog protoka se ubrizgava na kraj čelične cijevi kako bi se postiglo efikasno čišćenje i maksimizirala efikasnost brušenja.Honing ulje
Kapacitet rezervoara 200 litara, ili po meri
Ubrizgavanje ulja kontroliše ekran osjetljiv na dodir, tako da ubrizgavanje može zaustaviti mlaz kada glava za brušenje dosegne oba kraja čelične cijevi
Za različite obrade materijala, isporučili bismo različite sisteme filtera, na primjer, za magnetni metal, koristili bismo sistem magnetnog separatora, za nemagnetne materijale mogli bismo odabrati sistem papirnog filtera ili papirni filter pod pritiskom.
6. Štap za honovanje: Imamo mnogo glava za honiranje za pokrivanje 35-350 mm ili prilagođenih.Na primjer model
①MGC1532 prečnik rupe za obradu 38-58mm
②MGC1550 prečnik rupe za obradu 60-150 mm
Površina šipke za honiranje se podvrgava visokofrekventnom kaljenju, a zatim cilindričnom honanju, a obrada površine dostiže Ra0,2um.
Unutrašnja rupa obratka neće oštetiti glatkoću radnog komada.Oba kraja šipke za honiranje su univerzalno povezana kako bi se automatski kompenziralo vreteno i koncentričnost unutrašnje rupe komada.
7. Stezaljka za čeličnu cijev V-tipa je ista kao i američka Sunnen mašina za brušenje dubokih rupa, vanjski promjer stezanja je 40-250 mm ili prilagođen.

8. Glave za brušenje dubokih rupa: obezbedite potrebnu glavu za brušenje prema potrebama vaše kompanije (u nastavku su primeri oblika).

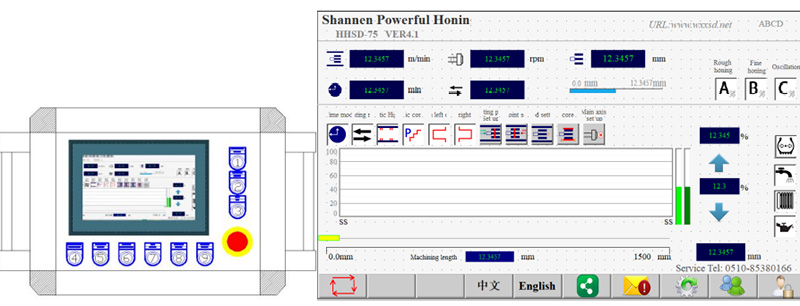
9. Upravljački sistem: koristeći ekran osjetljiv na dodir + PLC kontrolu, naš profesionalni inženjer dizajnira jedan pametan softver za brusnu obradu.Prilikom rada sa mašinom, alate za honovanje, potrebnu brzinu, povratno kretanje, dovod, hlađenje itd. je lako podesiti i pratiti obradu na mreži, tako da operateri kontrolišu i dobijaju dobru završnu obradu sa našom mašinom za honovanje.
Rad je postavljen na čvrsti ekran kako bi se olakšao rad.Naš sistem za praćenje na mreži je vrlo dobra funkcija za postizanje jednostavnog rada.Ovaj sistem prati radni status alatne mašine i tačnost delova, kako bi se prilagodio na vreme kako bi se izbeglo stvaranje otpada i oštećenje opreme.Istovremeno, kako bi se osigurala konzistentnost promjera unutrašnje rupe čelične cijevi,
Ekran osjetljiv na dodir ima vertikalnu strukturu i može se okrenuti za 180 stepeni.Ekran osjetljiv na dodir automatski alarmira kada alatna mašina naiđe na grešku.
Greške su sljedeće (postoje različite metode ponude prema konfiguraciji mašine):
1. Alarm nije odabran za režim obrade. 2. Početna referentna točka pomaka nije postavljena.
3. Vrijeme obrade u režimu za mjerenje vremena nije podešeno.4. Porijeklo stroja ili opseg obrade nije u potpunosti postavljen
5. Podešavanje parametara slijepe rupe nije dovršeno 6. Podešavanje parametara ose za uvlačenje nije dovršeno
7. Parametri vretena nisu u potpunosti podešeni 8 Alarm za kvar hardvera
10. Sigurnost
Upravljačka ploča ima dugme e-stop, koje se može pritisnuti da zaustavi mašinu u slučaju nužde.Obje strane vodilice su opremljene uređajima za zaštitu položaja
Glavna osovina je ugrađena sa zaštitnim poklopcem za zaštitu operatera.
Informacije o uobičajenim greškama na kontrolnoj tabli:
1. Alarm nije odabran za režim obrade. 2. Početna referentna točka pomaka nije postavljena.
3. Vrijeme obrade u režimu za mjerenje vremena nije podešeno.4. Porijeklo stroja ili opseg obrade nije u potpunosti postavljen
5. Podešavanje parametara slijepe rupe nije dovršeno 6. Podešavanje parametara ose za pomak nije završeno
7. Parametri vretena nisu u potpunosti podešeni 8 Alarm za kvar hardvera